
برنامهنویسان سیستمهای کنترل باید دارای تلفیقی از مهارتهای برنامه نویسی پیشرفته، مهندسی برق و الکترونیک، مهندسی کنترل، مهندسی کامپیوتر و مهندسی نرمافزار باشند. آنها باید توانایی طراحی و پیادهسازی الگوریتمهای کنترلی و تجربه در زمینههای مرتبط با فرآیند تحت کنترل، تجهیزات و سختافزار و در نهایت نرمافزار را داشته باشند.
برنامهنویسی سیستمهای اتوماسیون صنعتی میتواند در صنایع مختلفی مانند خودروسازی، صنایع برق، رباتیک، صنایع نفت و گاز و صنایع هوافضا استفاده شود. این برنامهنویسی از یک سو به بهبود کارایی، دقت و اتوماسیون فرآیندها کمک میکند و از سوی دیگر به کاهش هزینهها و افزایش بهرهوری کمک میکند.
شرکت نیکسا با استفاده از تجربه و دانش فنی خود، توانسته است در زمینه طراحی و پیادهسازی سیستمهای کنترل، بهترین راهکارها را ارائه دهد. این شرکت با توجه به نیازهای مشتریان، طرحهایی مناسب و بهینه را برای پروژههای صنعتی ارائه میدهد و بر اساس آن مراحل انجام برنامه نویسی سیستمهای اتوماسیون صنعتی شامل برنامه نویسی PLC و برنامه نویسی مانیتورینگ را با توجه به نیاز مشتریان و با کیفیت بالا و استانداردهای بینالمللی اجرا مینماید.

برنامه نویسی اتوماسیون صنعتی
همانطور که پیشتر اشاره شد، بطور کلی برنامهنویسی سیستم اتوماسیون صنعتی شامل دو بخش برنامه نویسی PLC (Programmable Logic Controller) و برنامه نویسی مانیتورینگ میباشد. سیستمهای صنعتی به کمک برنامههای بکار رفته در کنترل کنندهها با کارایی بهتر و بصورت بهینه به اجرا در میآیند. در کنار برنامه نویسی PLC برنامه نویسی مانیتورینگ (Monitoring) به معنای نظارت و پایش برخط سیستمها و فرآیندها است. برنامه نویسی مانیتورینگ به کاربران امکان میدهد تا اطلاعات مربوط به سیستمها و فرآیندها را به صورت زنده مشاهده و نظارت کنند و در صورت نیاز به تصمیمگیریهای سریع واکنش نشان دهند.
مراحل برنامه نویسی اتوماسیون صنعتی
برنامه نویسی PLC و برنامهنویسی مانیتورینگ هر کدام به یک سری مراحل و فرآیندهای خاص برای توسعه و اجرای برنامههای کنترلی نیاز دارند. این فرآیندها شامل مراحل طراحی، اجرا، تست و نگهداری برنامههای کنترلی و مانیتورینگ میشوند. در ادامه به توضیح مختصری از هر یک از این مراحل پرداخته خواهد شد.
1. مرحله طراحی برنامه نویسی PLC و برنامه نویسی پیشرفته مانیتورینگ صنعتی
در این مرحله، نیازمندیها و اهداف برنامهنویسی مشخص میشوند و سپس طراحی معماری برنامه و الگوهای کنترلی تعیین میشود. همچنین در این مرحله، واسطهای کاربری و نحوه ارتباط با سیستمهای دیگر نیز طراحی میشوند.
مرحله طراحی در برنامه نویسی کنترل، یکی از مراحل حیاتی و مهم در فرایند توسعه نرمافزار کنترلی است. در این مرحله، اهداف و نیازهای سیستم کنترلی شناسایی میشوند و راهکارهایی برای رسیدن به این اهداف طراحی میشود. زیرا طراحی نقش مهمی در ایجاد یک سیستم کنترلی کارآمد و انعطافپذیر دارد. در ادامه، به توضیح بخشهایی که در مرحله طراحی برنامه نویسی PLC، برنامه نویسی مانیتورینگ و برنامه نویسی سیستم کنترل انجام میشود پرداخته میشود:
- تعیین نیازمندیها: در این بخش، نیازمندیهای سیستم کنترل شناسایی میشود. این شامل تعیین وظایف و عملکردهای سیستم، ارتباطات ورودی و خروجی، و نحوه ارتباط با سیستمهای دیگر میشود.
- طراحی سختافزاری: در این بخش، سختافزار مورد نیاز برای اجرای برنامههای کنترلی و مانیتورینگ انتخاب میگردد. این شامل انتخاب PLC و سنسورها، ایجاد نقشههای سیمکشی و اتصالات، و تعیین واسطهای کاربری میشود.
- طراحی نرمافزاری: در این بخش، نهایتاً خود برنامههای کنترلی و مانیتورینگ طراحی میشود. این شامل ایجاد الگوهای کنترلی، تعریف متغیرها و توابع، و نوشتن کدهای برنامهنویسی میشود.
- طراحی واسطهای کاربری: در صورت نیاز به تعامل با اپراتورها یا کاربران، واسطهای کاربری برای نمایش و کنترل سیستم طراحی میشود. این شامل نمایشگرها، دکمهها، ورودیها و خروجیها میشود.
- توسعه مستندات: در این مرحله، مستندات مربوط به برنامههای کنترلی و مانیتورینگ ایجاد میشود. این شامل دستورالعملها، نقشههای سیمکشی، و راهنماهای استفاده میشود.
طراحی برنامهنویسی سیستمهای اتوماسیون صنعتی (برنامه نویسی PLC، برنامه نویسی مانیتورینگ) نقش بسیار مهمی در ایجاد یک سیستم کنترلی کارآمد و انعطافپذیر دارد. این مرحله به طور مستقیم بر کیفیت و عملکرد نهایی سیستم تأثیر میگذارد و برای اجرای موفقیتآمیز پروژه لازم است. شرکت نیکسا با کادری مجرب و ماهر، آمادگی انجام کلیه مراحل اجرای پروژههای اتوماسیون صنعتی، از جمله انجام طراحی اولیه و تفضیلی پروژهها و تولید کلیه مدارک مهندسی لازم بویژه مدارک مرتبط با برنامهنویسی سیستمهای کنترل برای اجرای پروژههای اتوماسیون صنعتی را دارد.
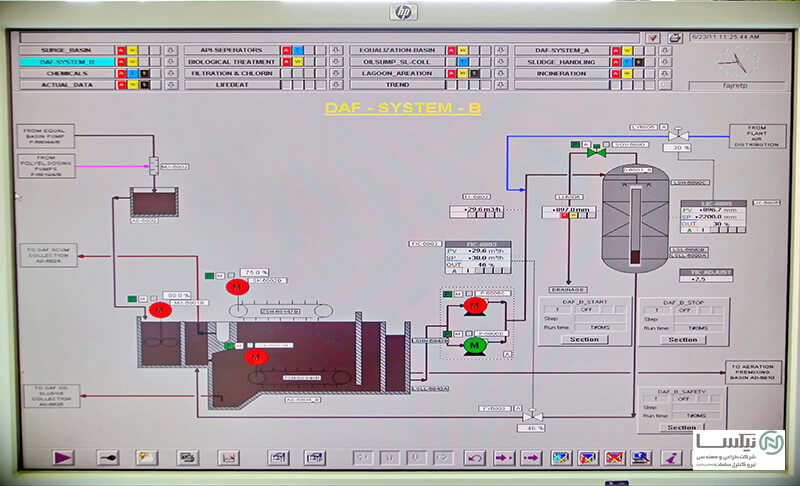 تصویر(1). نمونه برنامه نویسی سیستم WINCC
تصویر(1). نمونه برنامه نویسی سیستم WINCC
2. مرحله اجرا برنامه نویسی PLC و برنامه نویسی مانیتورینگ صنعتی
در این مرحله، برنامههای کنترلی و مانیتورینگ با استفاده از زبانهای برنامهنویسی مختلف نوشته و پیادهسازی میشوند. این شامل استفاده از ابزارهای توسعه نرمافزار (IDE) و سختافزارهای مرتبط با PLC و سیستمهای کنترلی میشود.
در این مرحله، برنامههای کنترلی ونرم افزار مانیتورینگ صنعتی بر روی سختافزار (مانند PLC یا سایر دستگاههای کنترلی) بارگذاری و اجرا میشوند. این مرحله شامل مراحل زیر میشود:
- بارگذاری برنامه: برنامههای کنترلی و مانیتورینگ که در مراحل طراحی نرمافزاری ایجاد شدهاند، باید بر روی سختافزار مورد نظر (مانند PLC) بارگذاری شوند. این مرحله شامل اتصال کابلها، انتقال برنامه از کامپیوتر به سختافزار، و تنظیمات اولیه مورد نیاز برای اجرای برنامه است.
- تست و عیبیابی کارخانهای: پس از بارگذاری برنامه، باید عملکرد سیستم کنترلی تست شود. این شامل اجرای برنامه، بررسی ورودیها و خروجیها، و اطمینان از عملکرد صحیح برنامه میشود. در صورت وجود خطاها یا مشکلات، عیبیابی باید انجام شود و برنامهها اصلاح شوند.
- آموزش و آمادهسازی کاربران: در صورت نیاز، اپراتورها یا کاربران سیستم باید آموزش داده شوند تا بتوانند بهطور صحیح با سیستم کنترلی و برنامههای مانیتورینگ ارتباط برقرار کنند. این شامل آموزش در مورد استفاده از واسطهای کاربری، عملکرد سیستم، و راهنمایی در مورد عملیات روزمره میشود.
مرحله اجرا نقش اساسی در اطمینان از عملکرد صحیح و انطباق با نیازمندیها دارد. همچنین، این مرحله برای ارتباط موثر با کاربران و اپراتورها ضروری است تا بتوانند بهطور صحیح از سیستم استفاده کنند و مشکلات را برطرف کنند. شرکت نیکسا با سالها تجربه در پیادهسازی پروژههای اتوماسیون صنعتی، دارای امکانات فرآوانی جهت پیادهسازی، تست و عیبیابی برنامهنویسی سیستمهای کنترلی را دارد و با بکارگیری نیروهای با تجربه به آموزش و آمادهسازی کاربران نهایی در پروژهها میپردازد تا کاربران بتوانند به راحتی و درستی از سیستمهای موجود در پروژه استفاده نمایند.
3. مرحله تست سایت برنامه نویسی پی ال سی و برنامه نویسی پیشرفته مانیتورینگ صنعتی
پس از نوشتن برنامههای کنترلی و مانیتورینگ، آنها باید تحت شرایط واقعی تست شوند تا اطمینان حاصل شود که به درستی عمل میکنند. این شامل تستهای واحد، تکاملی و سیستمی میشود. در این مرحله، برنامهها و سیستمهای کنترلی که تا به حال طراحی و پیادهسازی شدهاند، تحت شرایط ورودی مختلف بصورت عملی تست میشوند تا اطمینان حاصل شود که عملکرد آنها صحیح است. تستها میتوانند به صورت دستی یا خودکار انجام شوند و ممکن است شامل تستهای واحدی (Unit Testing)، تستهای ادغامی (Integration Testing)، تستهای سیستمی (System Testing) و تستهای عملکردی (Performance Testing) باشند.
4. مرحله نگهداری برنامه نویسی اتوماسیون صنعتی
پس از اجرا و راهاندازی برنامههای کنترلی، نگهداری و پشتیبانی از آنها شروع میشود. این شامل اصلاحات و بهروزرسانیهای لازم برای بهبود عملکرد و پشتیبانی از تغییرات و نیازهای جدید سیستم میشود.
مرحله نگهداری یکی از مراحل اصلی در فرآیند توسعه نرمافزار و سیستمهای کنترلی است که پس از اتمام مرحله توسعه و اجرا آغاز میشود. در این مرحله، سیستمها و نرمافزارها که تا به حال توسعه داده شدهاند، به منظور حفظ و بهبود عملکرد و کارایی، تغییرات و بهروزرسانیهای لازم را تجربه میکنند. این مرحله شامل فعالیتهای متنوعی است که به طور کلی شامل موارد زیر میشود:
- اعمال تغییرات: این شامل اعمال تغییرات و بهروزرسانیهای لازم به سیستمها و نرمافزارها برای رفع باگها، بهبود عملکرد، اضافه کردن ویژگیهای جدید و سازگاری با تغییرات محیط و فناوریهای جدید، یا تغییر نیازهای مشتری است.
- پشتیبانی و نگهداری: این شامل فعالیتهای پشتیبانی و نگهداری سیستمها و نرمافزارها است که شامل مانیتورینگ عملکرد، رفع مشکلات عملیاتی و ارائه پشتیبانی به کاربران میشود.
- مدیریت تغییرات: این شامل مدیریت تغییرات و نسخهبندی نرمافزار و سیستمها است تا اطمینان حاصل شود که تغییرات بهروزرسانی شده به صورت منظم و کنترل شده اعمال میشوند.
- ارزیابی و بهبود: این فعالیت شامل ارزیابی عملکرد سیستمها و نرمافزارها، شناسایی نقاط قوت و ضعف، و انجام بهبودهای لازم برای بهبود کارایی و عملکرد آنها میشود.
مرحله نگهداری بسیار مهم است زیرا پس از اجرا، سیستمها و نرمافزارها نیاز به پشتیبانی و بهروزرسانی دائمی دارند تا عملکرد صحیح و بهینه خود را حفظ کنند. همچنین، این مرحله شامل فعالیتهای مهمی است که بهبود عملکرد و افزایش عمر مفید سیستمها و نرمافزارها را فراهم میکند.
ویژگیهای نرم افزار مانیتورینگ صنعتی
در زیر امکاناتی را که سیستم اتوماسیون صنعتی بخصوص سیستم برنامه نویسی مانیتورینگ صنعتی در اختیار کاربر قرار میدهد بصورت مختصر شرح داده شده است:
- قابلیت مشاهده وضعیت روشن، خاموش، استارت و استوپ موتورها
- قابلیت مشاهده وضعیت باز و بسته شدن شیر
- قابلیت مشاهده و انتخاب مدهای اپراتوری
- مشاهده وجود خطاهای موجود و نوع خطا
- امکان استارت، استوپ یا باز و بستن شیر
- مشاهده مدت زمانهای کارکرد از قبیل کل زمان کار، آخرین مدت کار، مدت کارکرد پس از آخرین سرویس مدت کار در بازههای روزانه، هفتگی، ماهانه و سالانه و بطور مشابه تعداد دفعات روشن شدن موتور.
- مشاهده مدت باز شدن، بسته شدن، مدت زمان آخرین مرتبه باز بودن، بسته بودن، کل مدت زمان باز بودن و بسته بودن شیرها و تعداد درخواست باز شدن و بسته شدن شیرها
- نمایش بر خط و ذخیره مقادیر آنالوگ و ابزاردقیق از قبیل فشار سطح، فلو، دما، پارامترهای کیفی و …
- نمایش فلو لحظهای و حجم عبوری در بازههای ساعتی، روزانه، هفتگی، ماهانه، سالانه و کلی.
- امکان پیکربندی محدوده اندازهگیری مقادیر آنالوگ و ابزاردقیق
- امکان تنظیم حدود بالا و پائین آلارم و وارنینگ و نقطه کار
- امکان مشاهده منحنی مقادیر اندازهگیری شده
- مشاهده تاریخچه خطاها
- امکان مشاهده HMI از طریق وب و تبلتهای پرتابل در محل پروژه و در کنار تجهیزات
برنامه نویسی دستگاه های صنعتی
یکی از کاربردهای اساسی برنامه نویسی PLC و برنامه نویسی مانیتورینگ صنعتی جهت استفاده در برنامه نویسی دستگاه های صنعتی است.برنامه نویسی برای ماشین های صنعتی شامل نوشتن کد برای کنترل و خودکار کردن عملکرد ماشین آلات مورد استفاده در تنظیمات صنعتی است. این برنامهنویسی معمولاً با استفاده از زبانهای تخصصی یا پلتفرمهای نرمافزاری انجام میشود که برای نیازهای خاص اتوماسیون صنعتی طراحی شدهاند. این کد برای تعریف رفتار ماشین، تنظیم پارامترها برای عملکرد، نظارت بر عملکرد و اطمینان از رعایت پروتکل های ایمنی استفاده می شود. برنامهنویسی ماشینهای صنعتی نقش مهمی در بهینهسازی فرآیندهای تولید، بهبود کارایی و اطمینان از عملکرد روان تجهیزات صنعتی ایفا میکند.
ویژگی خدمات برنامه نویسی PLC و برنامه نویسی مانیتورینگ صنعتی نیکسا
شرکت نیکسا با سابقه طولانی در اجرای پروژه های برق و اتوماسیون اقدام به آماده سازی فانکشنهای گوناگون به جهت استفاده در برنامه PLC و متناسب با آن اقدام به آماده سازی ماژولهای گرافیکی لازم در سیستم مانیتورنیگ نموده است. با این روش، شرکت نیکسا توانسته است خدمات برنامه نویسی PLC و برنامه نویسی سیستم مانیتورینگ خود را به صورت ساختار یافته، در کوتاهترین زمان ممکن و با کم ترین خطای برنامهنویسی ارائه دهد.
فانکشنهای آماده شده ی این شرکت، در سه بخش کلی زیر قرار می گیرند:
- ابزاردقیق
- عملگرها
- کنترل
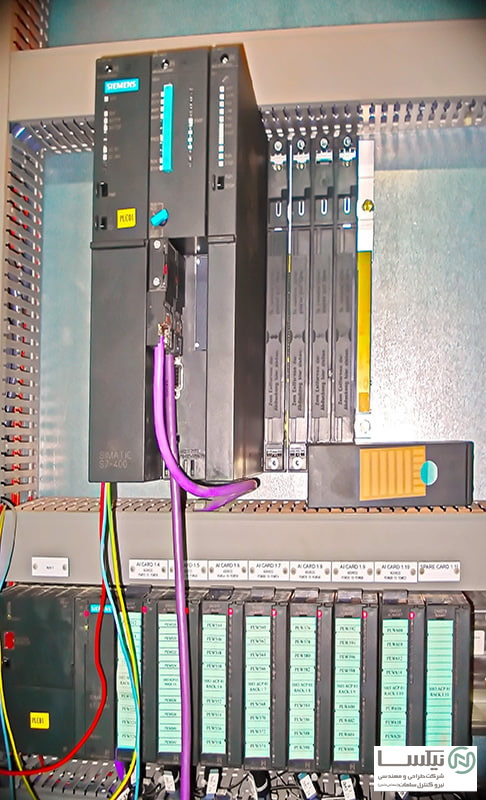 تصویر(2). تجهیزات PLC برند زیمنس
تصویر(2). تجهیزات PLC برند زیمنس
فانکشنهای مربوط به ابزاردقیق و عملگرها پس از دریافت سیگنالهای تجهیز در ورودیهای PLC، علاوه بر نمایش اطلاعات اصلی شامل وضعیت یا مقادیر اندازهگیری شده توسط ابزاردقیقها و به طور مشابه وضعیت عملگرها هم چون وضعیت روشن، خاموش، خطا و … در سیستم مانیتورینگ، با توجه به نیازهای متعدد صنعت، اقدام به پردازش سیگنال و آماده سازی اطلاعات بسیار زیادی نموده است که علاوه بر تسهیل فرآیند برنامهنویسی، اطلاعات متعددی در سیستم مانیتورینگ را نیز در اختیار کاربر قرار میدهد و در نهایت توسط فانکشنهای عملگرها، خروجیهای لازم جهت فرمان به عملگر آماده میگردد. با کمک این فانکشنها، برنامه نویس میتواند به آسانی و با سرعت بسیار بالا، ساختار کلی برنامه را بر اساس مدارک طراحی جهت عملکرد دستی آماده نماید.
فانکشنهای کنترلی آماده شده توسط شرکت نیکسا، به برنامه نویس کمک میکند تا به گونه ای ساختار یافته به تکمیل برنامه جهت عملکرد خودکار سیستم و بر اساس مدارک طراحی شامل فلسفه کنترل و لاجیک مورد درخواست کارفرما اقدام نماید. این فانکشنها با دریافت اطلاعات از دو گروه فانکشن دیگر، سیگنالهای لازم جهت عملکرد خودکار سیستم را آماده مینمایند.
شرکت نیکسا علاوه بر ارائه خدمات برنامه نویسی PLC و سیستم مانیتورینگ، امکان ارائه فانکشنهای یاد شده را به صورت مستقل و جداگانه به سیستم های ارائه دهنده این خدمات که نیازمند سیستمی ساختار یافته جهت برنامه نویسی هستند را دارا می باشد. استفاده از این فانکشن ها به طور قابل توجه ای سرعت انجام پروژه ها را افزایش می دهد.
***دانلود فایل محاسبه رایگان و آنلاین خدمات برنامه نویسی سیستم های کنترل PLC***
در ادامه لینک معرفی فانکشن های آماده شده در قالب فایل PDF توسط شرکت نیکسا قرار داده شده است:
فانکشن ابزار دقیق از نوع اندازه گیر دبی (تایپ: FT3Sp2Al)
فانکشن ابزار دقیق از نوع اندازه گیر فشار (تایپ: PT3Sp2Al)
فانکشن ابزار دقیق از نوع اندازه گیر ارتفاع سطح (تایپ: LT3Sp2Al)
فانکشن ابزار دقیق از نوع آنالایزر (تایپ: AT3Sp2Al)
فانکشن ابزار دقیق از نوع سوئیچ دبی (تایپ: FS3Sw2Al)
فانکشن ابزار دقیق از نوع سوئیچ سطح (تایپ: LS3Sw2Al)
فانکشن ابزار دقیق از نوع سوئیچ فشار (تایپ: PS3Sw2Al)
فانکشن عملگر از نوع الکتروموتور یک سرعته و یک جهته (تایپ: MSSSD)
فانکشن عملگر از نوع شیر برقی (تایپ:MV)
جهت اطلاع از جزئیات بیشتر و قیمت هر کدام از فانکشن بلاک ها با ما تماس بگیرید.

41 پاسخ
سلام
اجازه بدید اول از شما و همکارانتون بابت سایت بسیار با محتوا و زیبا تشکر کنم.
یک سوال در رابطه با برنامه نویسی صنعتی داشتم. در سیستمهای اتوماسیون صنعتی دو کلمه Alarm و Warning زیاد استفاده میشود. این مورد را در بروشور فانکشنهایی که در سایت گذاشتید هم دیدم.
تفاوت این دو لغت در چیست؟
سلام، خیلی ممنونیم از توجه شما، این دو اصطلاح در برنامه نویسی صنعتی و سیستم های مانیتورینگ به معنای اعلام یک وضعیت نامتعارف می باشد. به طور معمول وضعیتی که باعث warning
یا هشدار می شود نسبت به وضعیتی که باعث آلارم یا خطا شده از اهمیت کمتری برخورداره.به عبارتی دیگر در برنامه نویسی صنعتی یک آلارم به عنوان خطای اساسی در سیستم در نظر گرفته میشود که نیازمند توجه فوری اپراتور است ولی در حالت هشدار فقط امکان وقوع یک خطای اساسی در ادامه عملکرد فرآیند را نشان می دهد.
سلام امکان تست بخشی یا تمام برنامه PLC و HMI قبل از سفارش و خرید برنامه نویسی وجود دارد و آیا در قیمت برنامه نویسی HMI و PLC تاثیری دارد ؟
سلام،بله در صورت تهیه سخت افزار می توانید با بخش برنامه نویسی ما تماس بگیرید تا برنامه خود را قبل از نهایی شدن سفارش بر روی سخت افزار تست کنید. این تست بدون هزینه می باشد و در قیمت برنامه نویسی لحاظ نمی گردد
سلام.
مبنای اعلام قیمت انجام پروژه PLC که در سایت گذاشتید چیه؟ با این جدول محاسباتی شما من میتونم قیمت انجام پروژه PLC برای مثلاً یک تصفیه خانه فاضلاب یک شهرک صنعتی را برآورد کنم؟
سلام، محاسبه آنلاین هزینه برنامه نویسی PLC و HMI ارائه شده در سایت با توجه به تجربه متخصصان شرکت نیکسا در برنامه نویسی سیستم های کنترل و مانیتورینگ در انجام پروژه های PLC بطور تقریبی بر مبنای نفر ساعت افراد مرتبط با برنامه نویسی در نظر گرفته شده است. این جدول پیشنهاد قیمت انجام پروژه توسط شرکت نیکسا می باشد. در صورتی که قصد داری بخشی از برنامه نویسی یا تمام آن را با همکاری شرکت نیکسا انجام دهید، این جدول برآورد مناسبی برای تعیین قیمت انجام پروژه PLC می باشد.
سلام یه سوال داشتم چگونه می توانیم در انجام پروژه های اتوماسیون صنعتی از خدمات مشاوره شما کمک بگیریم ؟
سلام ،شرکت نیکسا با افتخار طیف گستردهای از خدمات مشاوره در زمینه انجام پروژه های اتوماسیون صنعتی به شما ارائه میدهد. تیم مجرب و متخصص ما با بهرهگیری از دانش روز و تجربه خود در این حوزه، آماده است تا در تمامی مراحل انجام پروژههای اتوماسیون صنعتی شما، از ایده اولیه تا ارائه راهحل نهایی و پیادهسازی، در کنار شما باشد.با ارائه مشاوره تخصصی در مراحل اولیه پروژه، میتوانیم از بروز مشکلات و صرف هزینههای اضافی در مراحل بعدی جلوگیری کنیم
سلام. برای برنامه نویسی PLC های زیمنس سری ET200S (IM151-8) از چه نرم افزار برنامه نویسی PLC باید استفاده کرد؟
سلام وقتتون بخیر ممنون از برنامه ای محاسبه قیمت برنامه نویسی PLC و HMI که گذاشتین یک سوال داشتم خدمتتان آیا این برنامه برای برنامه نویسی پیشرفته مانیتورینگ صنعتی تمامی پروژه ها قابل استفاده است؟
سلام وقتتون بخیر، این ماشین حساب جهت مهاسبه قیمت برنامه نویسی مانیتورینگ و HMI بیشتر پروژه ها جواب گو میباشد البته همیشه ممکن هست که پروژه های پیچیدهتر و خاص تری وجود داشته باشد که باید بررسی های دقیق تری انجام شود
سلام کدوم بخش سایتتون میتونم قیمت برنامه نویسی plc بگیرم؟
سلام شما می توانید از برنامه ای که در ابتدای صفحه قرار دارد اطلاعات پروژه خود را وارد نمایید و در انتها قیمت برنامه نویسی PLC زیمنس را دریافت کنید در صورتی که نیاز به توضیحات بیشتر داشتید به شماره زیر در واتس آپ پیام بدید 09122502279
سلام و عرض ادب، خدمات برنامه نویسی PLC شرکت شما شامل چه برندهایی میشه؟
سلام جناب مهندس، شرکت شما تجربه ارائه خدمات برنامه نویسی plc و نصبش در صنعت نساجی رو داره؟
سلام ، نه متاسفانه تجربه برنامه نویسی اتوماسیون صنعتی در صنعت نساجی را نداریم.
سلام. شرکت شما در برنامه نویسی اتوماسیون صنعتی برای نظارت بر سیستم اسکادا از نرم افزار python استفاده می کنه؟
سلام خیر ما برای برنامه نویسی اتوماسیون صنعتی از پایتون استفاده نمی کنیم.
سلام، روزتون بخیر، شرکت شما خدمات پشتیبانی و به روزرسانی نرم افزارها رو بعد از تست و تحویل برنامه نویسی plc انجام میده؟
سلام وقتتون بخیر، شرکت نیکسا پس از تست و تحویل برنامه نویسی پی ال سی دوره پشتیبانی و آموزش نیز دارد ولی بروزرسانی نرم افزار در حیطه کاری شرکت نیست.
سلام، در برنامه نویسی پیشرفته مانیتورینگ صنعتی از کدوم پروتکل ارتباطی بهتره استفاده بشه؟
سلام … ببخشید خدمات برنامه نویسی plc شرکت نیکسا شامل چه برندهایی میشه؟
سلام، خدمات برنامه نویسی PLC شرکت ما در حال حاضر شامل پی ال سی های شرکت زیمنس است.
سلام شما برای برنامه نویسی اتوماسیون صنعتی زیمنس از TIA Portal استفاده میکنید؟
سلام ، بله برای برنامه نویسی اتوماسیون صنعتی از TIA Portal استفاده می کنیم
سلام صبح بخیر
بابت مطالب عالیتون سپاسگزارم
چگونه میتوان بین زبانهای مختلف برنامهنویسی در یک پروژه PLC ترکیبی استفاده کرد؟
با تشکر
سلام ویژگی Error Recovery رو در برنامه نویسی plc به چند روش میشه انجام داد؟
سلام ، یه سوال داشتم خدمتتان خدمات برنامه نویسی PLC شرکت نیکسا شامل راه اندازی پروژه هم هست یا فقط برنامه را ارائه می کنید؟
سلام جناب مهندس، برنامه نویسی PLC همراه با پیاده سازی و راه اندازی می باشد البته شرکت فقط خدمات برنامه نویسی PLC هم ارائه می کند که همراه با آموزش است.
سلام و روز بخیر… میشه توی برنامه نویسی اتوماسیون صنعتی از زبان C برای ساخت الگوریتم های پیچیده استفاده کرد؟
سلام وقت بخیر، برای برنامه نویسی اتوماسیون صنعتی بستگی دارد از چه سیستم کنترلی استفاده شود که آیا این قابلیت را دارد یا خیر ولی خود سیستم های کنترل امکانات زیادی برای برنامه نویسی ارائه می کنند.
سلام؛ برنامه نویسی plc با فانکشن بلاک های ساخته شده توسط شما برای طراحی و تحلیل سیستمهای کنترلی پروژههای مهندسی برق مناسبه؟
سلام بله فانکشن های برنامه نویسیPLC که جز خدمات برنامه نویسی PLC نیکسا هست درسیستم کنترلی پروژه های مهندسی برق استفاده میشود.
سلام . ما دنبال اجرای یک پروژه اتوماسیون صنعتی هستیم. به خدمات برنامهنویسی PLC برای طراحی و پیادهسازی منطق کنترلی نیاز داریم. اطلاعات رو کجا میتونم بفرستم؟
سلام، ممنون میشم اطلاعات را به شماره واتساپ شرکت 09122502279 یا ایمیل شرکت info@nicsaco.com ارسال نمایید و حتما بعد از ارسال ایمیل با شماره 02188526642 تماس بگیرید.
سلام، ما نیازمند خدمات برنامه نویسی plc و راهاندازی سیستم کنترل صنعتی با استفاده از کنترلر PLC هستیم. هدف از این پروژه، کنترل و اتوماسیون دستگاههای خط تولید کارخانه پلاستیک، نوار نقاله، ماشینآلات صنعتی و سیستمهای هیدرولیک هستش. با چه شماره ای و چه کسی باید صحبت کنم؟
سلام برای مشاوره خدمات برنامه نویسی PLC با شماره نیکسا 02188526642 تماس بگیرید همکاران ما راهنماییتون می کنند.
سلام، به برنامه نویسی اتوماسیون صنعتی و پیادهسازی اون رو برای خط بازیافت زباله با قابلیت جمعآوری دادههای لحظهای و هشدارهای خودکار احتیاج داریم، اطلاعات رو باید ایمیل کنم؟
سلام بله به آدرس info@nicsaco.com یا شماره واتساپ 09122502279 ارسال فرمایید.
سلام وقت بخیر،
ما در حال اجرای یک پروژه اتوماسیون صنعتی مبتنی بر برنامهنویسی PLC برای یک کارخانه تولید مصالح ساختمانی هستیم. اهداف کلیدی این پروژه شامل موارد زیر است:
پیادهسازی سیستم کنترل خودکار برای خطوط تولید و تجهیزات جانبی
اتوماسیون کامل فرآیندهای اصلی شامل راهاندازی و توقف خطوط، کنترل سطح، دما و فشار
ثبت و مانیتورینگ رویدادها، آلارمها و خطاها بهصورت دقیق و قابلردیابی
در صورت تمایل به همکاری فنی یا مشاوره تخصصی در این زمینه، خوشحال میشویم با شما در ارتباط باشیم.
سلام وقتتون بخیر جناب مهندس توکلی باعث افتخار هست که بتوانیم با شما همکاری داشته باشیم. ممنون میشم با شماره شرکت 02188526642 تماس حاصل فرمایید.