یکی از مدارک مهم که در طراحی و پیادهسازی سیستم کنترل برای یک مجموعه صنعتی مورد استفاده قرار میگیرد، مدرک شماتیک سیستم کنترل صنعتی (Control Configuration) است. این مدرک نشان میدهد که هر کدام از تجهیزات سیستم کنترل مانند ابزار دقیقها و عملگرها به کدام تابلو کنترل محلی متصل هستند و مشخص میکند که هر اتاق کنترل مرکزی در یک مجموعه صنعتی شامل چه تجهیزاتی میباشد، از این رو میتوان نتیجه گرفت که طراحی شماتیک سیستم کنترل بسیار با اهمیت است. در این مقاله سعی داریم با مراحل طراحی شماتیک سیستم کنترل و اجزای اصلی یک سیستم کنترل صنعتی آشنا شویم.
شماتیک سیستم کنترل صنعتی چیست؟
طراحی شماتیک سیستم کنترل (Control Configuration)، فرآیندی گرافیکی برای نمایش اجزای یک سیستم کنترل و نحوه عملکرد آنها با یکدیگر است. این شماتیکها به عنوان نقشه راهنما برای مهندسان، تکنسینها و اپراتورها عمل کرده و به آنها یاری میرسانند تا سیستم را درک، عیبیابی و نگهداری کنند.
در یک شماتیک سیستم کنترل، هر جزء با یک نماد استاندارد، نشان داده میشود و خطوط بین نمادها نشاندهنده اتصالات بین اجزا هستند. ابزارهای گوناگونی برای ترسیم شماتیک سیستم کنترل وجود دارد، از جمله نرمافزار CAD تخصصی، ابزارهای ترسیم آنلاین و حتی روشهای سنتی ترسیم دستی. انتخاب ابزار مناسب، به نیازها و ترجیحات طراح بستگی دارد.
مهارت در طراحی شماتیک سیستم کنترل برای هر کسی که در زمینه مهندسی کنترل، اتوماسیون یا فناوری اطلاعات کار میکند، ضروری است. شماتیکها ابزار ارتباطی ارزشمندی هستند که به درک و مدیریت سیستمهای کنترل پیچیده کمک میکنند. همچنین شماتیک سیستم کنترل به صورت بصری نشان میدهد که هر کدام از اجزا در سیستم کنترل چه نقشی دارند و چگونه با سایر اجزا در ارتباط هستند. یک نقشه شماتیک میتواند به عنوان زبان مشترکی بین انواع تخصصهای پروژه مانند مهندسان، تکنسینها و اپراتورها محسوب شود.
در شکل زیر، یک نمونه شماتیک سیستم کنترل را مشاهده میکنید:
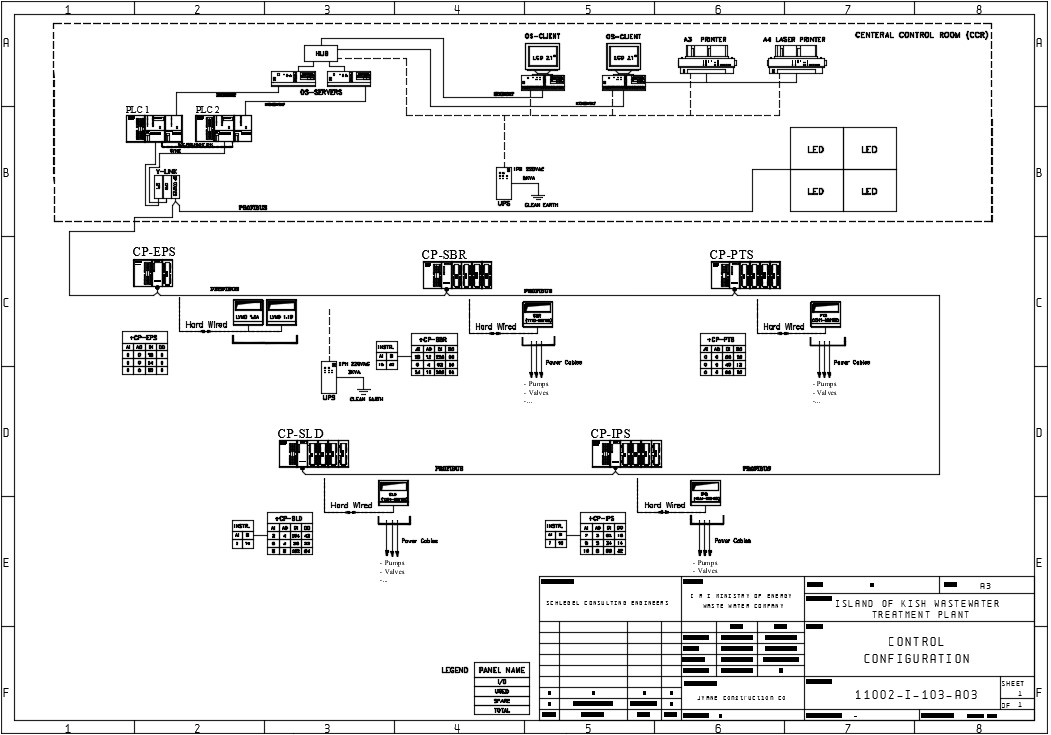
شکل (1). نمونه شماتیک سیستم کنترل صنعتی
قبل از آنکه به نحوه طراحی شماتیک سیستم کنترل صنعتی بپردازیم لازم است ابتدا با اجزای اصلی یک سیستم کنترل صنعتی آشنا شویم. زیرا تمامی این اجزا نقش مهم و اساسی در نحوه طراحی Control Configuration بر عهده دارند.
اجزای اصلی سیستم کنترل صنعتی
یک سیستم کنترل صنعتی، مجموعهای از تجهیزات و نرمافزارها است که برای نظارت، کنترل و بهینهسازی فرآیندهای صنعتی به کار میرود. این سیستمها به منظور افزایش بهرهوری، کاهش هزینهها و بهبود کیفیت محصولات در صنایع گوناگون مورد استفاده قرار میگیرند.
اجزای اصلی یک سیستم کنترل صنعتی عبارتند از:
- حسگرها (Sensors)
- ترانسمیترها (Transmitters)
- کنترلکننده منطقی قابل برنامهریزی (Remote I/O or PLC)
- عملگرها (Actuators)
- رابط کاربری انسان-ماشین (HMI)
- شبکه ارتباطی
- نرمافزار کنترل
در ادامه هر کدام از اجزای سیستم کنترل صنعتی را به اختصار شرح خواهیم داد:
حسگرها یا سنسورها (Sensors)
سنسور یا حسگر (Sensor)، وسیلهای الکترونیکی است که برای اندازهگیری کمیتهای فیزیکی گوناگون مانند دما، فشار، نور، رطوبت، حرکت و … استفاده میشود. به عبارت سادهتر، سنسورها مانند حواس انسان عمل میکنند و تغییرات محیط اطراف را تشخیص داده و به سیگنالهای الکتریکی تبدیل میکنند. به عبارتی دیگر سنسورها وظیفه جمعآوری اطلاعات از فرآیند را بر عهده دارند، این اطلاعات جمعآوری شده توسط حسگرها به صورت سیگنال آنالوگ یا دیجیتال به ترانسمیتر و سیستم کنترل مانند PLC ارسال میگردد. سنسورها بسته به نوع سیگنالی که ارسال میکنند به دو نوع سنسور دیجیتال و آنالوگ تقسیم میشوند.

شکل (2). انواع سنسور
ترانسمیترها (Transmitters)
ترانسمیتر (Transmitter) از ترکیب دو واژه Transfer و Meter حاصل میشود. در دنیای کنترل سیستمها، ترانسمیتر ابزاری است که سیگنال (جریان الکتریکی) تولید شده توسط یک سنسور را به سیگنال استاندارد برای سیستم کنترل مانند PLC تبدیل میکند. کمیتها و متغیرها (فشار، سطح، دما، جریان، موقعیت، سرعت، رطوبت و …) را اندازهگیری (Metering)، تبدیل به سیگنال کرده و به فاصله دورتری مانند اتاق کنترل مرکزی ارسال میکند (Transfer). ترانسمیترها انواع مختلفی دارند که با توجه به نیاز پروژه انتخاب میشوند مانند ترانسمیترهای دما، فشار و فلو. یکی از نکاتی که در انتخاب ترانسمیتر باید به آن توجه کرد نحوه سیم کشی ترانسمیتر می باشد، ترانسمیترها میتوانند دو سیمه، سه سیمه یا چهار سیمه باشند.
![]()
شکل (3). انواع ترانسمیتر
کنترلکننده منطقی قابل برنامهریزی (Remote I/O or PLC)
PLC کوتاه شده Programmable Logic Controller به معنای کنترلکننده منطقی قابل برنامهریزی است. این دستگاه الکترونیکی دیجیتال برای کنترل اتوماسیون صنعتی استفاده میشود. PLCها قادرند به صورت منطقی، تصمیمگیری کرده و عملیاتهای گوناگون را کنترل کنند. در پی ال سی برنامههای کنترلی نوشته میشود و بر اساس اطلاعات دریافتی از حسگرها، فرمانهای لازم را به عملگرها ارسال میکند. PLCها یا I/O Remoteها دارای ورودیهای دیجیتال و آنالوگ برای دریافت سیگنال از حسگرها و خروجیهای دیجیتال و آنالوگ برای ارسال فرمان به عملگرها هستند.

شکل (4). (PLC (Programmable Logic Controller
عملگرها (Actuators)
عملگر (Actuator)، دستگاهی است که انرژی را به عنوان ورودی دریافت کرده و آن را به حرکت یا نیرو تبدیل میکند. عملگرها جزء ضروری بسیاری از فناوریها و زمینههای مهندسی مدرن هستند. از رباتیک تا انرژیهای تجدیدپذیر، عملگرها نقش مهمی در کنترل و خودکارسازی فرایندها و سیستمهای گوناگون ایفا میکنند. آنها به اشکال و انواع مختلفی ساخته شده و هر کدام قابلیتها و کاربردهایی منحصر به خود دارند. برای مثال، یک چرخ دستی، یک سیلندر پنوماتیک ساده، موتور الکتریکی پیچیده و شیر کنترلی را میتوان نام برد. عملگرها فرمانهای دریافتی از PLC را اجرا میکنند و بر روی فرآیند تأثیر میگذارند.

شکل (5). انواع عملگر
رابط کاربری انسان-ماشین (HMI)
رابط انسان-ماشین (HMI)، یک رابط کاربری یا داشبورد است که یک شخص را به یک ماشین، سیستم یا دستگاه متصل میکند. در حالی که اصطلاح HMI میتواند به هر صفحه نمایش که به یک کاربر اجازه میدهد با یک دستگاه تعامل کند، اعمال شود؛ اما بیشتر در زمینه فرآیندهای صنعتی کاربرد دارد. HMI به اپراتور اجازه میدهد تا وضعیت فرآیند را مشاهده، متغیرهای سیستم را تنظیم و در صورت نیاز تغییراتی در برنامه کنترل ایجاد کند. HMI به طور معمول یک صفحه نمایش لمسی یا یک رایانه است که دارای یک نرمافزار گرافیکی برای نمایش اطلاعات و کنترل سیستم است. برای کسب اطلاعات بیشتر می توانید به مقاله “HMI چیست و چه کاربردی دارد؟” نیکسا مراجعه کنید.

شکل (6). (HMI (Human Machine Interface
شبکه ارتباطی
شبکه ارتباطی برای برقراری ارتباط بین اجزای گوناگون سیستم کنترل به کار میرود. شبکههای ارتباطی صنعتی به طور معمول از پروتکلهای ارتباطی خاصی نظیر پروفیباس، اترنت صنعتی و … استفاده میکنند.
نرمافزار کنترل
نرمافزاری که بر روی PLC اجرا میشود و منطق کنترل سیستم را پیادهسازی میکند. این نرمافزار به طور معمول با زبانهای برنامهنویسی PLC مانند Ladder Logic، Function Block Diagram و … نوشته میشود.
مراحل کلی عملکرد یک سیستم کنترل صنعتی
به صورت خلاصه، مراحل عملکرد یک سیستم کنترل به شرح زیر است:
- حسگرها اطلاعات را از فرآیند جمعآوری میکنند.
- ترانسمیترها سیگنالهای حسگرها را تقویت و تبدیل میکنند.
- سیگنالهای تبدیل شده به PLC ارسال میشوند.
- PLC بر اساس برنامه کنترل، فرمانهای لازم را به عملگرها ارسال میکند.
- عملگرها بر روی فرآیند تاثیر میگذارند.
- اپراتور از طریق HMI وضعیت فرآیند را مشاهده کرده و در صورت نیاز تغییراتی ایجاد میکند.
مراحل طراحی شماتیک سیستم کنترل
مراحل طراحی شماتیک کنترل، شامل موارد زیر هستند:
- تعیین محدوده سیستمهای کنترل صنعتی و شمارش تعداد ورودی و خروجی
- اتصال تابلوهای کنترل محلی و مرکزی به شبکه صنعتی و مشخص نمودن نحوه تأمین برق آنها
- تعیین تجهیزات مورد نیاز در اتاق کنترل محلی (در صورت نیاز)
- تعیین تجهیزات مورد نیاز در اتاق کنترل مرکزی
که در ادامه به بررسی هر بخش میپردازیم:
- تعیین محدوده سیستمهای کنترل صنعتی و شمارش تعداد ورودی و خروجی
تعیین محدوده سیستمهای کنترل صنعتی و شمارش تعداد ورودی و خروجی، شامل مراحل زیر است:
- مرحله اول: تعیین محدوده تابلوهای کنترل محلی و مرکزی
- مرحله دوم: شمارش تعداد ورودی و خروجی مورد نیاز در هر محدوده
- مرحله سوم: محاسبه تعداد کارتهای ورودی و خروجی آنالوگ PLC و دیجیتال سیستم پی ال سی به همراه رزرو با اعمال محدودیت کارتها
در ادامه هر کدام از مراحل بالا توضیح داده میشود:
مرحله اول: تعیین محدوده تابلو کنترل محلی و مرکزی
در اولین قدم، باید محدوده هر تابلو کنترل محلی در پروژه مشخص شود. همچنین مکان تابلو کنترل مرکزی نیز تعیین گردد. این کار با توجه به ابعاد پروژه، تعداد تجهیزات و نوع فرآیند انجام میشود. به طور کلی، هر تابلو کنترل محلی باید مسئولیت کنترل یک بخش یا زیرسیستم خاص را بر عهده داشته باشد. تعیین محدوده دقیق تابلو کنترل محلی به عوامل گوناگونی نظیر تعداد ورودی و خروجیها، پیچیدگی فرآیند و نیازهای کنترلی بستگی دارد.
مرحله دوم: شمارش تعداد ورودی و خروجیها
در این مرحله، باید تعداد کل ورودی و خروجیهای هر محدوده کنترل شمارش شود. ورودیها شامل سیگنالهایی هستند که از حسگرها، سوئیچها و سایر تجهیزات به تابلو کنترل ارسال میشوند. خروجیها شامل سیگنالهایی هستند که از تابلو کنترل به عملگرها، شیرها، موتورها و سایر تجهیزات ارسال میشوند. محاسبه ورودی و خروجیها سیستم کنترل به نقشههای برقی و کنترلی و مشخصات فنی تجهیزات نیاز دارد.
مرحله سوم: محاسبه تعداد کل ورودی و خروجیها با در نظر گرفتن میزان رزرو و با اعمال محدودیت کارتها
در این مرحله، باید تعداد کل کارتهای ورودی و خروجی هر تابلو کنترل محلی با توجه به میزان رزرو و محدودیت کارتها محاسبه شود. کارتهای ورودی و خروجی، ماژولهایی هستند که به تابلو PLC یا تابلو کنترل اضافه میشوند و قابلیت خواندن سیگنالهای ورودی و ارسال سیگنالهای خروجی را فراهم میکنند. هر کارت ورودی یا خروجی دارای ظرفیت محدودی برای خواندن و ارسال سیگنال است.
برای آنکه محاسبه دقیق تعداد کل کارتهای ورودی و خروجی با در نظر گرفتن محدودیت کارتها بهتر درک شود، به مثال زیر توجه فرمایید:
مثال: فرض کنید که در یک پروژه، یک تابلو کنترل محلی در بخش UV برای کنترل یک بخش جداگانه از یک فرآیند صنعتی، طراحی و تعیین شده است…
تابلو کنترل محلی:
- محدوده: کنترل بخش UV از فرآیند
- تعداد ورودیهای دیجیتال: تابلو MCC5 78 عدد، ابزاردقیق دیجیتال 12 عدد، تابلو MCC6 15 عدد، در کل = 105 عدد
- تعداد خروجیهای دیجیتال: تابلو MCC5 52 عدد، تابلو MCC6 8 عدد، در کل = 60 عدد
- تعداد ورودیهای آنالوگ: ابزاردقیق آنالوگ 4 عدد، در کل = 4 عدد
- محدودیت کارتهای دیجیتال: 32 ورودی/خروجی در هر کارت
- محدودیت کارتهای آنالوگ ورودی : 8 عدد در هر کارت
- ورودی و خروجی رزرو : 20%
محاسبه ورودی دیجیتال: 105*1.2 = 126 – نیاز به 4 کارت (32 ورودی دیجیتال) برای پوشش تمام ورودیهای دیجیتال
محاسبه خروجی دیجیتال: 60*1.2 = 72 – نیاز به 3 کارت (32 خروجی دیجیتال) برای پوشش تمام خروجیهای دیجیتال
با همین روش نیاز به 1 کارت (8 ورودی آنالوگ) برای پوشش تمام ورودیهای آنالوگ

همانطور که دیده میشود تعداد رزرو به دلیل محدودیت کارت به طور معمول بیشتر از حد خود در نظر گرفته میشود .
2. اتصال تابلوهای کنترل محلی و مرکزی به شبکه صنعتی و مشخص نمودن نحوه تأمین برق آنها
این بخش از کار به طور معمول در مرحله پایانی طراحی شماتیک انجام میشود اما با توجه به اهمیت موضوع به شرح آن میپردازیم. دقت کنید که اتصال کلیه تابلوهای کنترل سیستم، سوئیچینگها، کامپیوترها، پرینترها و منابع تغذیه UPS باید در این مرحله دیده شوند. در ادامه روش اتصال تابلوهای کنترل محلی و مرکزی به شبکه صنعتی و نحوه تأمین برق مورد نیاز آنها را شرح خواهیم داد:
اتصال تابلوهای کنترل محلی به شبکه صنعتی
پس از اتمام مرحله اول و مشخص شدن محدوده و مکان فیزیکی تابلوهای کنترل محلی در پروژه، نوبت به اتصال آنها به شبکه صنعتی میرسد. این کار به روشهای گوناگونی قابل انجام است که در ادامه به برخی از آنها اشاره میکنیم:
- شبکه اترنت صنعتی: این روش، رایجترین روش برای اتصال تابلوهای کنترل محلی به شبکه صنعتی است. در این روش از کابلهای اترنت و پروتکلهای صنعتی مانند Modbus TCP/IP یا Profinet استفاده میشود.
- شبکه فیلدباس: این روش از کابلهای تخصصیتر و پروتکلهای فیلدباس مانند Profibus DP ،DeviceNet یا CAN استفاده میکند. فیلدباسها به طور معمول برای اتصال حسگرها و عملگرهای سطح پایین به کار میروند.
- شبکه RS-485: این روش از کابلهای RS-485 و پروتکلهای Modbus RTU یا DNP3 استفاده میکند. RS-485 به طور معمول برای اتصال تعداد محدودی از دستگاهها به کار میرود.
انتخاب روش مناسب برای اتصال تابلوهای کنترل محلی به شبکه صنعتی به عوامل گوناگونی مانند نوع فرآیند، تعداد دستگاهها، مسافت بین تابلوها و الزامات امنیتی بستگی دارد. نمودار زیر، روشهای ارتباطی مرسوم بین سایر اجزا را نشان میدهد:

شکل (8). شبکه ارتباطی بین تابلوها و اتاقهای کنترل
تأمین برق تابلوهای کنترل محلی
تابلوهای کنترل محلی برای عملکرد صحیح به منبع تغذیه نیاز دارند. این منبع تغذیه به طور معمول از سیستم UPS با ظرفیت مناسب و تعداد مناسب باطری تأمین میشود که این موضوع بسته به شرایط میتواند از سیستم UPS مجزا برای تغذیه تابلوها استفاده کند. یا اینکه تغذیه تابلوها از یک سیستم UPS مرکزی فراهم شود. در هر صورت روش تغذیه به همراه ظرفیت آن میبایست در این مدرک (شماتیک سیستم کنترل) مشخص باشد.
3. تعیین تجهیزات مورد نیاز در اتاق کنترل محلی (در صورت نیاز)
اتاق کنترل محلی، جهت بهرهبرداری، تعمیر و نگهداری، جمع آوری اطلاعات بهرهبرداری و در نهایت ارسال آنها به اتاق کنترل مرکزی طراحی شده است. تجهیزات اتاقهای کنترل محلی شامل کامپیوترهای صنعتی بهرهبرداری و مهندسی، چند دستگاه پرینتر جهت اهداف گوناگون، سیستم شبکه، سرور متناسب با نیاز پروژه و همچنین تجهیزات مرتبط با اتاق کنترل مرکزی مانند رادیو مودم، فیبر نوری و یا سیستم سیمی (LAN)، میباشد. دقت کنید در بعضی اوقات، تمامی این امکانات تنها در اتاق کنترل مرکزی قرار میگیرد.

شکل (9). اتاق کنترل محلی
4. تعیین تجهیزات مورد نیاز در اتاق کنترل مرکزی
اتاق کنترل مرکزی، قلب تپنده هر سیستم اتوماسیون صنعتی است. این اتاق به عنوان مرکز نظارت، کنترل و مدیریت کلیه فرآیندهای صنعتی عمل میکند. تجهیزات موجود در این اتاق، امکان نظارت بر عملکرد سیستمها، جمعآوری دادهها، تشخیص و رفع خطاها و اعمال تغییرات لازم در فرآیند را فراهم میکنند.

شکل (10). اتاق کنترل مرکزی
تجهیزات اصلی مورد نیاز در اتاق کنترل مرکزی عبارتند از:
- سیستم اسکادا (SCADA)
- کامپیوترهای صنعتی
- صفحه نمایشهای بزرگ (HMI)
- کیبورد و ماوس صنعتی
- تجهیزات شبکه
- UPS (منبع تغذیه بدون وقفه)
- پرینتر
- تلفن و سیستم ارتباطی
در انتها دو نمونه از طراحیهای صورت گرفته در طراحی شماتیک سیستم کنترل ارائه میشود که امیدواریم مورد استفاده شما قرار بگیرد:

شکل (11). تلهمتری و آبرسانی شهرهای آبفای جنوب شرق استان تهران

شکل (12). تصفیه آب ماملو
شرکت طراحی و مهندسی نیکسا به جهت ایجاد سهولت در طراحی شماتیک سیستم کنترل (Control Configuration Calculation)، اقدام به ارائه ماشین محاسباتی به صورت صفحه گسترده Excel و با قابلیت دانلود رایگان نموده است. تصویر زیر، نمایی از محیط این ماشین محاسباتی را نمایش میدهد. برای دانلود ماشینحساب، روی شکل زیر کلیک کنید:


شکل (13). فضای محاسباتی ماشینحساب طراحی شماتیک سیستم کنترل (Control Configuration Calculation)
سخن پایانی
طراحی شماتیک سیستم کنترل صنعتی، نقشی حیاتی در پیادهسازی موفق پروژههای اتوماسیون صنعتی ایفا میکند. این فرآیند، با ارائه تصویری واضح و منسجم از اجزا و ارتباطات سیستم، به مهندسان و تکنسینها کمک میکند تا سیستم را به طور کامل درک کرده و بهینهسازی کنند. با توجه به پیچیدگی روزافزون سیستمهای صنعتی، طراحی شماتیک دقیق و حرفهای از اهمیت ویژهای برخوردار است. یک شماتیک خوب، علاوه بر تسهیل در نصب و راهاندازی سیستم، به کاهش زمان تعمیرات و افزایش بهرهوری کمک شایانی میکند.
در این مقاله، به بررسی اجمالی فرآیند طراحی شماتیک سیستم کنترل پرداخته شد. از جمله مراحل کلیدی این فرآیند میتوان به تعیین محدوده سیستم، شمارش ورودی و خروجیها، انتخاب تجهیزات مناسب و طراحی شبکه ارتباطی اشاره کرد. همچنین اهمیت اتاق کنترل مرکزی به عنوان قلب تپنده سیستم و تجهیزات مورد نیاز در آن مورد تأکید قرار گرفت. شرکت نیکسا با سابقه طولانی در مجری پروژه های اتوماسیون صنعتی، آماده انجام طراحی تاسیسات برقی و تهیه مدارک طراحی و مهندسی برق و اتوماسیون صنعتی مانند مدرک شماتیک سیستم کنترل صنعتی میباشد. جهت کسب اطلاعات بیشتر از طریق صفحه تماس با نیکسا با ما در ارتباط باشید.

5 پاسخ
چه نوع کنترلرهایی برای این سیستم مناسب هستند و حتما باید از کنترل کنندههای PID، کنترل کنندههای فازی، یا کنترل کنندههای پیشبین استفاده شود؟
سلام، انتخاب کنترل کننده ها برای یک سیستم به عواملی همچون مشخصات سیستم مانند نویز، خطی یا غیر خطی و … ، محدوده زمانی پاسخ گویی و هزینه در نظر گرفته شده بستگی دارد.
سلام، در مراحل طراحی شماتیک سیستم کنترل، ورودی و خروجی رزرو تابلو کنترل محلی باید چه نسبتی با کل کارت های ورودی و خروجی آن داشته باشد؟
سلام
معمولا در پروژه های ساخت تابلو برق PLC بهتر است 20 درصد ورودی یا خروجی را spare در نظر بگیریم
در طراحی شماتیک، چه نکاتی برای تعیین ورودی و خروجیها مهم است؟
ممنون