تابلوهای برق، قلب تپنده هر سیستم الکتریکی است، محفظه ای است که معمولا از جنس فلز ساخته میشود که وظیفه کنترل، حفاظت و توزیع انرژی الکتریکی را بر عهده دارد. ساخت این تجهیز حساس، نیازمند دانش فنی، تجهیزات دقیق و رعایت استانداردهای ایمنی است. در این مقاله، به صورت مرحله به مرحله به بررسی آموزش تولید تابلوهای برق میپردازیم.

تابلو برق چیست؟
در پاسخ به سوال تابلو برق چیست؟ میتوان گفت تابلو برق یک محفظه فلزی است که تجهیزات الکتریکی مختلفی مانند کلیدها، فیوزها، کنتاکتورها، رلهها، شینهای مسی و سایر تجهیزات جانبی در آن نصب میشوند. این تجهیزات به منظور کنترل، حفاظت و توزیع انرژی الکتریکی در یک سیستم استفاده میشوند. به عبارت سادهتر، تابلو برق مانند یک مرکز فرماندهی برای سیستم الکتریکی عمل میکند که تمامی عملیات مربوط به برقرسانی را کنترل و مدیریت میکند.
تابلو برق وظیفه دار که برق را از منبع اصلی دریافت کند و برق دریافتی را به مدارهای مختلف توزیع کند. تابلو برق با استفاده از کلیدها و کنتاکتورها جریان برق را در مدار کنترل مینماید و با استفاده از فیوزها و رلهها از مدار در برابر خطرات احتمالی مانند اضافه بار، اتصال کوتاه و نوسانات ولتاژ محافظت میکنند. همچنین برای اندازه گیری مقدار جریان و ولتاژ مصرفی در تابلو برق از وسایل اندازه گیری مانند آمپر متر و ولت متر استفاده میشود.
انواع تابلو برق بر اساس ولتاژ
تابلوهای برق بر اساس سطح ولتاژی که برای کار با آن طراحی شدهاند، به دستههای مختلفی تقسیم میشوند. هر یک از این دستهها کاربردهای خاص خود را دارند و برای محیطها و سیستمهای الکتریکی متفاوت مناسب هستند.
- تابلو برق فشار ضعیف (Low Voltage Panel)
- تابلو برق فشار متوسط (Medium Voltage Panel)
- تابلو برق فشار قوی (High Voltage Panel)
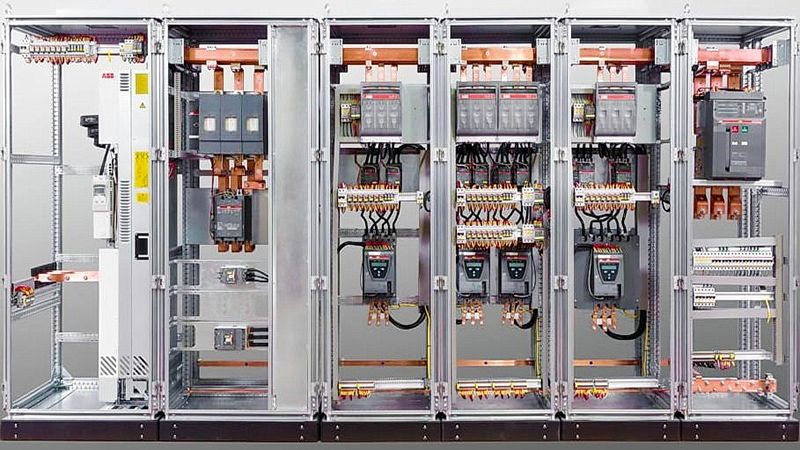
تابلو برق فشار متوسط (Medium-Voltage Switchgear)در پست ها و سوییچ بردهای توزیع، مورد استفاده قرار گرفته در محدوده ولتاژی 1 تا 36 کیلو ولت طراحی و تولید می گردند. این تابلوبرق و سایر تابلوبرق ها، بیش تر به شکل محفظه ای فلزی و ایستاده شامل اسکلت یا چارچوب نگهدارنده با قابلیت دسترسی از جلو (گاهی عقب) هستند که تجهیزات قطع و وصل کننده، تجهیزات اندازه گیری، نمایش دهنده ها، شینه های ارتباطی و رله های حفاظتی را در خود جای می دهند. به طور معمول نیز به صورت چند سلولی مونتاژ و ارائه می گردند.
آموزش مراحل تولید تابلو برق صنعتی
آموزش مراحل تولید تابلو برق صنعتی برای تابلوها با درجه حفاظت (استاندارد IP) مختلف و جنس بدنه تابلو برق از فلز به شرح زیر میباشد:
- مرحله فلز و جوشکاری
- مرحله رنگ کاری
- مرحله مونتاژ بدنه و اسکلت داخلی
- مرحله مونتاژ تابلو برق
در ادامه هر کدام از مراحل را به اختصار به همراه ویدئو توضیح میدهیم.
1. مرحله فلز و جوشكاری
نوع دستگاه های استقرار یافته در این بخش، از ادوات سنگین فلزكاری می باشد كه به ترتیب عبارت هستند از:
-
- گیوتین برش
- پانچ های 12 و 8 تنی
- خم 40 تنی دیجیتال
- خم دستی
- دستگاه مته كاری
- دستگاه سه كاره برش (خم و سوراخ كاری شمش ها)
- دستگاه جوش 250 A
- سنگ فرز
ویدئو (1). برش ورق تابلو بخش 1
ویدئو (2). برش ورق تابلو بخش 2
ویدئو (3). پانچ ورق تابلو 2
ویدئو (4). خم کاری ورق تابلو
ویدئو (5). تزریق فوم تابلو
نخست، همه قطعات وارد بخش برش شده و به اندازه های مطلوب و مطابق با نقشه درمی آیند. سپس با توجه به شکل و وضعیتی که هر قطعه نیاز دارد، به بخش های پانچ، خم كاری و مته كاری برده می شود. البته برخی از قطعات، به صورت مستقیم، به بخش خم كاری وارد می شوند اما بعضی دیگر، ابتدا به بخش پانچ رفته و سپس به بخش خم وارد می شوند و بعضی از قطعات نیز ممكن است وارد یكی از دو مرحله ای که ذکر شد، نشوند.
قطعات خروجی این بخش، وارد بخش جوشكاری شده و با توجه به نیازشان جوشكاری می شوند. برای از بین بردن اثر خال جوش ها و هم چنین به منظور یكنواخت كردن سطح فلز در بخش رنگ كاری، قطعاتی که قسمت های خارجی آن ها جوشكاری شده را به بخش فرزكاری می برند. در این بخش، سطوح جوشكاری خارجی را توسط سنگ فرز صاف می كنند. در این مرحله، بخش فلزكاری به پایان می رسد و قطعات، آماده ورود به بخش رنگ كاری می شوند.
2. مرحله رنگ كاری
قطعات خروجی از بخش فلزكاری پس از پرداخت كاری، وارد بخش رنگ كاری می شوند. در این بخش از رنگ های ساده برای فضای باز و رنگ های چرمی برای محیط بسته استفاده می شود.
پودر رنگ، داخل دستگاه رنگ پاش ریخته شده و با ولتاژ 20 کیلوولت، باردار می شود. سپس بدنه تابلو به زمین متصل شده و عمل پاشش انجام می شود. پس از آن، قطعه رنگ شده از چنگك، آویزان می شود تا رنگ خود را بگیرد و خشك شود. در مرحله بعد، قطعات نیمه خشك شده به كوره منتقل می شوند و با درجه حرارت 180 درجه سانتی گراد در مدت 20 دقیقه، به صورت کامل، خشک می شوند.
بیشتر بخوانید: تابلو کشویی سیواکن زیمنس (SIVACON)
3. مرحله مونتاژ بدنه و اسكلت داخلی
در این بخش، تمامی قطعات رنگ آمیزی شده با توجه به جایگاه خود در بدنه، به یکدیگر متصل می شوند. البته در مونتاژ بدنه به خاطر تغییرپذیری كه ممکن است در ساختمان قطعات وجود داشته باشد و هم چنین عدم اطمینان پانچ زنی در مرحله فلزكاری، بعضی از سوراخ كاری ها در این مرحله بر روی قطعات صورت می گیرد.
ویدئو (6). سیستم خنک کننده تابلو برق و کنترل
4. مرحله مونتاژ الكتریكی
بدنه و اسكلتی که در بخش مونتاژ بدنه تولید شد؛ وارد مرحله مونتاژ الکتریکی می شود و كلیه قطعات الكتریكی آن، شامل:انواع فیوز، كلید، كنتاكتور، رله، پریز، فتوسل، لامپ و شینه ها داخل تابلو و بر روی اسکلت داخلی آن نصب می شوند. این اسكلت داخلی، روی پایه های داخلی تابلو نصب می شود. باید توضیحی در مورد (شینه های الكتریكی) داخل تابلو داد؛ شینه ها از نوار (کلاف) های مسی تشکیل شده اند که در بخش برش با توجه به اندازه های مورد نیاز، بریده شده، خم گشته و سوراخ می شوند و روی آن ها وارنیش قرار می گیرد. پس از آن، تكنسین برق، مدار برق را تست می کند و تابلوی تكمیل شده را به انبار مربوط به این کالا می فرستد .
ویدئو (7). مونتاژ الکتریکی تابلوبرق: اصول جانمایی
بیشتر بخوانید: معرفی انواع تابلو برق فشار ضعیف و اجزای آن
استانداردهای مراحل تولید تابلو برق
هر کدام از مراحل تولید تابلو برق باید بر اساس استانداردی انجام شود در ادامه برخی از استانداردها و نکاتی را که در تولید تابلو برق باید مورد توجه قرار بگیرد را توضیح میدهیم.
1. اسکلت و پوشش
اسکلت نگهدار، از جنس آهن و به فرم نبشی، ناودانی و سپری، و با پوششی از ورقه های فلزی روغنی مورد نیاز در این تابلو و به ضخامت 2 میلی متر ساخته می شود. ابعاد تابلو باید متناسب با قطعات نصب شده در داخل آن باشد، به گونه ای كه در زمان كار اپراتور با تابلو، امكان دسترسی و نصب آسان تمام لوازم و تجهیزات داخلی آن بدون تداخل با کار قسمت های مختلف، وجود داشته باشد.
جهت بالا بردن ایمنی اپراتور در هنگام كار، باید به غیر از درب اصلی تابلو، دربی برای محافظت از شینه ها نصب شود. هم چنین، سلول های مربوط به روشنایی معابر، باید جدا از سلول های توزیع در نظر گرفته شود. اتصال سلول های توزیع باید از شینه های مسی یا آلومینیومی باشد و مدار روشنایی معابر باید توسط كنتاكتور و از فتوسلی که روی دیواره كلاهك نصب می شود؛ فرمان بگیرد.
ساختمان این تابلوها باید به گونه ای طراحی شده باشد که تابلو به آسانی از دو طرف، قابل توسعه باشد. به همین جهت، پوشش های جانبی، باید توسط پیچ و مهره به اسکلت اصلی متصل گردد.
2. رنگ آمیزی
در قسمت رنگ آمیزی، باید نوع رنگ متناسب با شرایط آب و هوایی، مکان جانمایی تابلو، اپراتور تابلو و دما و رطوبت، انتخاب شود. هم چنین باید ضوابط استاندارد در انتخاب رنگ مناسب، نیز در این بخش، لحاظ شود. نوع و ضخامت رنگ استفاده شده نیز از مسائل مورد توجه است كه با آگاهی از محل نصب تابلو برق، بین 20-40 میكرون، متغیر است. استفاده از پیستوله و غوطه وری، از روش های متداول رنگ آمیزی تابلوها هستند.
با انتخاب رنگی مناسب و استفاده از روش صحیح رنگ کاری، می توان طول عمر تابلو را بیمه کرد. قبل از رنگ آمیزی، آزمون های گوناگونی هم چون چربی زدایی، زنگ زدایی و فسفات کاری بر روی تابلو انجام می شود که در صورت موفقیت آمیز بودن این آزمون ها، رنگ آمیزی این تابلو قابل قبول خواهد بود.

3. شینه ها
در بخش توزیع نیروی برق، یک باس بار (Busbar) یا همان شینه، نواری فلزی و رنگی است که به طور معمول، داخل تابلوهای برق و برای توزیع برق محلی با جریان بالا قرار دارد. در ابتدای کار، شینه های مورد استفاده در سیستم باید در سراسر تابلو پیش بینی شوند.
در چنین تابلویی، شینه ها باید از جنس مس یا آلومینیوم با ضخامت 30در 3 میلی متر (طبق استاندارد) و با قابلیت هدایت الکتریکی و خواص مکانیکی مناسب، انتخاب شود. هم چنین، محل های اتصال، پس از سوراخ كاری، باید به طور کامل، تمیز شده و با پیچ و مهره به یکدیگر متصل شوند تا حداكثر هدایت الكتریكی به وجود آمده و دمای شینه ها کم تر افزایش پیدا کند زیرا با افزایش دما، استحکام مواد هادی کاهش پیدا می کند. این کاهش، در آلومنیوم سریع تر از مس اتفاق می افتد.
پس به هنگام ارتباط شینه ها به یکدیگر و گرفتن انشعاب، باید دقت کرد که مقاومت شینه در محل اتصال تا حد امکان، پایین نگه داشته شود. تا بتوان از ازدیاد حرارت در محل اتصال، جلوگیری کرد.
هم چنین در مورد شینه ها، باید به نکات زیر نیز توجه داشت:
- ظرفیت الكتریكی شینه فاز، نباید از 150 درصد شدت جریان اسمی كلید اصلی تغذیه كننده تابلو، كم تر باشد.
- ترتیب رنگی نصب در شینه باید به صورت قرمز، زرد و آبی باشد.
- شینه باید ظرفیت تحمل جریان اتصال کوتاه را داشته باشد .
- سطح مقطع شینه ها روی ظرفیت باردهی هادی، اثرگذار است.
- كابل ها در تابلو باید توسط كابلشو به شینه ها متصل شوند.
- شینه ها در تابلو به کلیدها و فیوزها متصل هستند.
- برای نصب سیم ارت، باید شینه روی كفی تابلو بسیار محكم شود.
ویدئو (8). آماده سازی شینه (BusBar)در تابلو
4. سیم كشی
- سیم كشی فشار ضعیف و فرمان تابلو نباید از سیم نمره 2 كم تر باشد .
- مقدار ولتاژی که سیم ها می توانند تحمل کنند، باید 1000 ولت باشد (طبق استاندارد شماره 1928 موسسه استاندارد و تحقیقات صنعتی)
ویدئو (9). سیم کشی(BusBar) در تابلو
قطعات به كار گرفته شده در این تابلو، از قبیل كلید، كنتاكتور، فیوز، رله، فتوسل و … باید به گونه ای نصب شوند كه در زمان نیاز به تعمیر، به راحتی در دسترس باشد و در صورت امکان، از برندهای دارای استاندارد جهانی (IEC)، تهیه شوند.
به منظور شناسایی محصول نیز، باید نقشه كامل محصول، که شامل مدارات الكتریكی و سایر نكات فنی آن است؛ در اختیار کارفرما قرار داده شود تا زمان تعمیر، با سرعت بیش تری سپری شود.
بیشتر بخوانید: تابلو برق فشار متوسط و اجزا آن
كنترل كیفیت تابلو برق
می توان مراحل کنترل کیفیت ساخت تابلو برق را به دو بخش مهم زیر تقسیم کرد:
1 . مونتاژ بدنه
در این بخش، تمامی قطعات و عملیات انجام شده بر روی آن ها، مورد بررسی قرار می گیرد.
به طور مثال، خم ها باید با زاویه و اندازه طراحی شده خود، مطابقت داشته باشند. ابعاد آن ها نیز باید مطابق نقشه باشد. هم چنین قطعاتی مانند درب، به آسانی باز و بسته شده و هیچ گونه درگیری در محل نصب، وجود نداشته باشد. كلیه قطعات در جای خود، محكم بسته شده و ثابت قرار گرفته باشند .
به طوركلی با توجه به این كه خطا در ساخت قطعات فلزی، منجر به مونتاژ نشدن تابلو می شود؛ برای تمامی بخش های كاری آن نمی توان تلرانس در نظر گرفت. اما به طور كلی برای بخش هایی چون خم یا اتصالات تا 3 درصد تلرانس مورد نظر است. ضایعات این بخش نیز قابل قبول و برگشت به سیستم نبوده و جزء ضایعات آهنی محسوب می شود .
2 . مونتاژ الكتریكی
در این بخش، قطعات پس از تكمیل شدن، تست می شوند. این تست شامل كنترل اتصالات بخش فرمان معابر توسط اهم متر و هم چنین كنترل اتصالات شینه ها و اتصالات زمین می باشد. با توجه به این مطلب كه جریان تغذیه این تابلوها بالا می باشد، باید این كنترل به دقت صورت گیرد و خطایی در آن وجود نداشته باشد . كوچك ترین خطا در این بخش، موجب در خطر افتادن زندگی افراد و هم چنین از بین رفتن تجهیزات گران قیمت مصرف کننده ها می شود. قطعات استفاده شده در این تابلوها نیز باید استاندارد داشته و دارای برچسب كنترل كیفیت باشند.
اجزای تابلو برق
در این قسمت میخواهیم برخی از اجزای تابلو برق را به شرح زیر بیان کنیم:
- کابلشو (Cable Lugs)
- موف (دو راهی یا انگشتی)
- ترمینال (Electrical Terminals)
- گلند کابل (Cable Glands)
- مقره الکتریکی (Electrical Insulator)
- شینه (Busbar)
1. کابلشو (Cable Lugs)
کابلشوها (Terminal ends, Terminal Shoes) برای اتصال سر کابلها مانند کابل فشار ضعیف به شینه ها و ترمینال ها، مورد استفاده قرار می گیرند. کابلشوها در اندازه های گوناگونی برای کابل ها با قطر متفاوت، ساخته می شوند. جهت اتصال کابلشو به سر کابل (کابلشو زدن)، ابتدا کابلشوی متناسب با قطر سیم انتخاب می شود و پس از آن، روکش قسمتی از سر کابل را که باید در کابلشو قرار بگیرد؛ برداشته شده و در نهایت به استفاده از دستگاه پرس، کابلشو بر روی سیم محکم می شود.
برای پرس کابلشو می توان از دستگاه پرس دستی یا دستگاه پرس روغنی استفاده نمود. هنگام پرس کابلشو بر روی سیم، باید دقت داشت که پرس از قسمتی شروع می شود که به کابل نزدیک تر باشد و طی چندین مرحله (سه یا چهار مرحله بسته به قطر کابلشو) و تا بخشی که نوک سیم درون کابلشو قرار بگیرد؛ پرس ادامه پیدا می کند. باید توجه داشت که پرس را می توان به دو روش انجام داد؛ روش اول، با تیغه ای که از نظر اندازه از کابلشو کمی بزرگ تر باشد و در روش دوم، با تیغه ای دقیقا هم اندازه با کابلشو. این روش موجب می شود که برآمدگی سطح کابلشو بعد از پرس کم تر باشد و سطح صاف تری به دست بیاید و گرادیان میدان، روی کابلشو کم تر شود.
بعد از پرس زدن، باید بخشی از کابلشو که نیازی نیست با سایر مواد هادی، در تماس باشد؛ را با عایقی مناسب مانند ریکم، پوشانید. در زمان عایق کردن، ابتدا عایق بر روی سطح مورد نظر قرار داده شده و پس از آن با حرارت مستقیم شعله، می توان عایق را به طور کامل بر روی هادی تثبیت کرد. باید دقت شود تا حرارت به طور کامل و یکنواخت به تمام بخش های عایق رسانده شود تا هوا نتواند به زیر آن نفوذ کند. هم چنین، حرارت بسیار بالای ناشی از ثابت نگه داشتن شعله به مدت زمان طولانی در یک نقطه؛ موجب سوختن عایق نگردد.
تصویر زیر، نمونههایی از کابلشو را در اندازه های متفاوت را نشان میدهد:

شکل (1). کابلشو (Cable Lugs) در اندازه های گوناگون
ویدئوی زیر، اتصال و پرس دستی کابلشو در یک تابلو برق را نشان می دهد:
ویدئو (10). پرس دستی کابلشو (BusBar)در تابلو
بیشتر بخوانید: مقالات آموزش برق صنعتی پیشرفته
2. موف (دو راهی یا انگشتی)
موف ها جهت اتصال دو کابل به یکدیگر یا مفصل زدن بین دو کابل، استفاده می شوند و در اندازه های گوناگون برای کابل ها با قطرهای متفاوت، ساخته می شوند. برای مفصل زدن بر روی کابل، ابتدا موف متناسب با کابل، انتخاب می شود و سپس روکش سر کابل ها به اندازه نصف طول موف با تیزبر جدا شده و کابل ها از دو طرف، درون موف قرار می گیرد سپس موف ها با فشار دستگاه پرس بر روی کابل، محکم می شوند. در نهایت نیز بخشی از کابل ها که با موف به هم متصل شده با عایق مناسب به صورت کامل، پوشانده می شود.
شکل زیر، نمونه ای از موف را نشان میدهد:

شکل (2). موف (Cable Muff) در اندازه های گوناگون
3. ترمینال تابلو برق
ترمینال های الکتریکی (Electrical Terminals) دسته ای از اتصالات الکتریکی هستند که برای انتقال جریان الکتریکی از منبع تغذیه یا زمین به یک مصرف کننده استفاده می شوند. باید توجه داشت که کابل های تغذیه کننده و مصرف کننده توسط کابلشو به ترمینال متصل می شوند.
در شکل زیر، تعدادی ترمینال در یک مدار را میتوانید مشاهده کنید:

شکل (3). ترمینال ها (Electrical Terminals) در یک مدار
ویدئو زیر برخی از انواع ترمینال تابلو برق را معرفی میکند:
ویدئو (11). انواع ترمینال الکتریکی
4. گلند کابل
گلند (Cable Glands)، تجهیزی است که برای اتصال و ایمن کردن انتهای کابل برق به تجهیزات دیگر طراحی شده است. بیش تر برای کابلهایی که در فضای باز قرار داده میشوند استفاده میشود. از گلند در انواع کابل برق، داده، کنترل، ابزار دقیق، اتوماسیون و مخابرات نیز استفاده میشود.
گلندها از یک محفظه و یک بدنه مرکزی ساخته می شوند که از طریق آن ها، کابل کشی به چندین اتصال اجازه عبور می دهد. به آن دلیل که ممکن است قطر کابل های به کار رفته در یک کابل کشی یک سیستم متفاوت باشد، گلند ها در اندازه های گوناگونی ساخته می شوند. در شکل زیر نمونهای از انواع گلند کابل را مشاهده میکنید:
 شکل (4). نمونه ای از یک گلند (Cable Gland)
شکل (4). نمونه ای از یک گلند (Cable Gland)
5- مقره الکتریکی
این عایق، برای جداسازی شینه ها و هادی های درون تابلو از بدنه آن استفاده می شود. مقره الکتریکی (Electrical Insulator)، می تواند جریان الکتریکی بسیار کمی را از خود عبور دهد. این امر در تضاد با سایر مواد موجود در تابلو، هم چون نیمه هادی ها و هادی ها است که جریان الکتریکی را با سهولت بیش تری هدایت می کنند. خاصیتی که این عایق را متمایز می کند مقاومت آن است. مقاومت عایق ها نسبت به نیمه هادی ها یا هادی ها بیش تر است. که متداول ترین نمونه های آن، غیر فلزاتی هم چون سرامیک یا شیشه، گاز یا خلا هستند. مقره ها علاوه بر محافظت از اتلاف جریان، جریان الکتریکی را کارآمدتر نیز می کنند.
با توجه به کاربرد مقرهها، اشکال گوناگونی برای آن ها در نظر گرفته میشود که این اشکال در ولتاژهای متفاوت تغییر خواهد کرد. در شکل زیر، نمونههایی از مقرهها نمایش داده شده است که شینه به یک سمت آن پیچ شده و سمت دیگر آن به بدنه پیچ میشود.

شکل (5). اشکال گوناگونی از مقره الکتریکی (Electrical Insulator)
بیشتر بخوانید: محاسبه جریان اتصال کوتاه شبکه فشار متوسط به همراه قدرت اتصال کوتاه آن
6. شینه (Busbar)
آماده سازی شینه ها جهت به کارگیری در مسیر الكتریكی بین كلیدها و فیوز ها، به وسیله دستگاه برشی مخصوص انجام می شود. كه علاوه بر وظیفه برش، خم كاری شینه ها را نیز انجام می دهد. مقطع این شینه ها 3 در 30 میلی متر بوده و طول آن ها با توجه به فاصله بین اتصالات، متغیر است. سوراخ روی شینه ها با توجه به تعداد مراحل انشعاب آن ها ایجاد می شود که از این نقطه به یکدیگر پیچ می شوند .
شینه ها توسط وارنیش عایق می شوند، وارنیش پوششی برای عایق کاری سیم و کابل بدون پوشش است. وارنیش حرارتی یا “Heat Shrink“ لوله ای پلاستیکی است که جهت پوشش برای سیم، کانکتور یا اتصالات الکتریکی سالم و یا آسیب دیده ، برای ایجاد مقاومت در مقابل آسیب سیم و حفاظت انواع سیم در برابر شرایط نامساعد محیط استفاده میشود.
ابتدا وارنیش روی شینه کشیده می شود سپس وارنیش حرارت داده می شود تا به طور کامل، به شینه بچسبد، رنگ وارنیش به طور معمول، زرد، آبی و یا قرمز می باشد.

شکل (6). شینه در دستگاه برش
نتیجه گیری مراحل تولید تابلو برق
در این مقاله آموختیم که به عبارتی دیگر میتوان مراحل تولید تابلو برق را به دو مرحله کلی ساخت اسکلت و بدنه تابلو برق و مرحله وایرینگ و شینه کشی تابلو برق تقسیم کرد. هر کدام از این مراحل را به اختصار توضیح دادیم. شرکت نیکسا با سابقه طولانی در انجام پروژه های برق صنعتی و نیز به عنوان یک سازنده تابلو برق و شرکت فعال در تولید تابلو در تهران آماده ارائه خدمات از تولید تابلو برق ساده تا تابلو برق کشویی و تابلو برق های فشار متوسط به شما میباشد. برای دریافت لیست قیمت تابلو برق صنعتی با ما تماس بگیرید.


6 پاسخ
سلام. توی مراحل تولید تابلو برق فشار ضعیف و فشارمتوسط، بخش رنگ کاری شون با هم تفاوتی داره؟
درود بر شما؛ میخواستم بدونم که داخلی یا خارجی بودن، تاثیر زیادی روی مراحل تولید تابلو برق ما داره؟ سپاس
سلام، نه جناب مهندس روی مراحل تولید تابلو برق تأثیر ندارد.
با سلام
چگونه محاسبات مربوط به جریان اتصال کوتاه (Short-Circuit Current) در طراحی تابلو برق انجام میشود و چه اهمیتی دارد؟
با تشکر
سلام و سپاس از مقاله، شرکت نیکسا دوره های آنلاین یا حضوری آموزش تابلو برق صنعتی هم برگزار میکنه؟
سلام وقتتون بخیر خیر جناب مهندس ما دوره آموزش تابلو برق صنعتی نداریم