کنترل فرایندهای صنعتی یکی از مهمترین موضوعات در مهندسی کنترل هستند. که بیشتر در این فرایندها، از سیستم کنترل برای حفظ یک متغیر فرایندی در یک مقدار تعیین شده استفاده میشود. سیستمهای کنترل گوناگونی برای این کار وجود دارند، اما یکی از رایجترین آنها کنترلر PID است. کنترلر PID کنترلری با سه متغیر است که از سه عملگر تناسبی، انتگرالی و مشتقی برای کنترل فرایند استفاده میکند.
کنترلر PID چیست؟
کنترلر PID یکی از پرکاربردترین و شناختهشدهترین الگوریتمهای کنترل بازخوردی است که در صنایع مختلف برای کنترل دقیق و پایدار فرآیندها (اتوماسیون صنعتی) استفاده میشود. PID مخفف سه کلمه Proportional (تناسبی)، Integral (انتگرالی) و Derivative (مشتقی) است که به سه بخش اصلی تشکیلدهنده این کنترلر اشاره دارد. به عبارتی دیگر این یه بخش ضرایب PID میباشند. هدف اصلی یک کنترلر PID، نزدیک کردن مقدار یک متغیر یا PV (Process Variable) به مقدار ست پوینت یا SP (Set Point) است. به عبارت سادهتر، کنترلر PID سعی میکند یک متغیر را در یک مقدار مشخص و دلخواه نگه دارد. برای مثال، در یک سیستم گرمایشی، کنترلر PID دمای اتاق را با مقایسه آن با دمای تنظیم شده (ست پوینت) اندازهگیری کرده و با تغییر میزان گرمای تولید شده، دمای اتاق را به دمای مورد نظر میرساند.
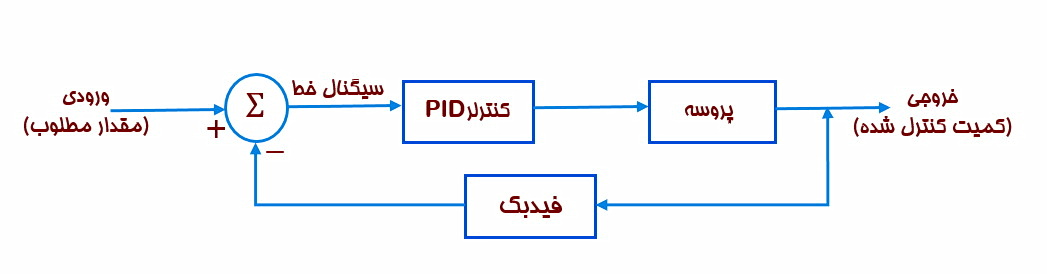
روشهای محاسبه ضرایب PID متفاوت است. این ضرایب به طور تجربی یا با استفاده از روشهای تحلیلی محاسبه میشوند. در روش تجربی، ضرایب PID به تدریج تنظیم میشوند تا عملکرد مطلوبی برای سیستم کنترل حاصل شود. در روش تحلیلی، از مدل ریاضی فرایند برای محاسبه ضرایب PID استفاده میشود. در تصویر زیر، شِمای کلی یک سیستم حلقه بسته با کنترلر PID نمایش داده میشود:
نحوه تعیین ضرایب کنترلر PID
کنترل کنندههای PI و PID پرکاربردترین کنترل کنندههایی هستند که در سیستمها به کار گرفته میشوند. از نظر تئوری و تجربی روشهای گوناگونی برای تعیین ضرایب بهینه یا خوب برای یک کاربرد (فرایند) خاص وجود دارد. بیشتر روشهای ریاضی-نظری، بسیار پیچیده بوده و برای استفاده عملی مناسب نیستند. روشهای تجربی نیز مانند روش “زیگلر نیکولز” که در آموزشها بسیار مطرح میشود؛ میتواند در عمل نتایج بسیار ضعیفی داشته باشد.
در ادامه روشی گام به گام ارائه داده میشود که در کاربردهای متعدد بر روی فرایندهای واقعی و یا شبیهسازی شده، نتایج مطلوبی در بر داشته است. البته امکان دارد که از لحاظ نظری به طور کامل بهینه نباشد اما به طور معمول در حلقه کنترل بسته، مفید واقع میشود.
مراحلی که در این مقاله با نمونهای عملی به تشریح آن پرداخته میشود، به قرار زیر است:
- بررسی علامت در فرایند
- تنظیم جزء متناسب خالص (P)
- اضافه کردن جزء انتگرال (I)
- اضافه کردن جزء دیفرانسیل (D)
در این مبحث سعی شده برای درک بهتر خواننده مثالی کاربردی و ملموس ارائه شود. در این مثال، موارد شامل متغیرهای زیر هستند:
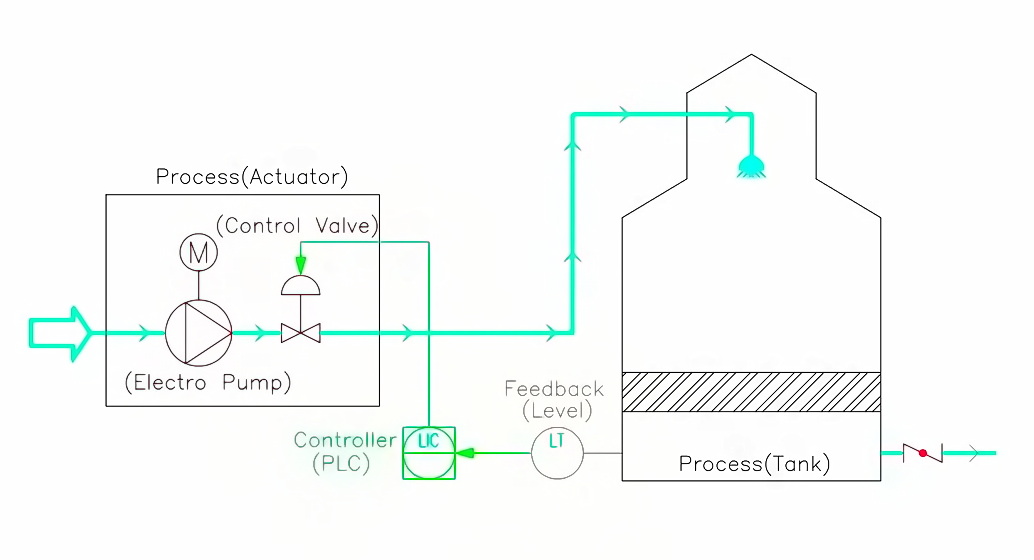
- فیدبک: سطح سنج (LT) که به صورت لحظهای، درصد پر شدگی سطح را اندازهگیری کرده و به صورت آنلاین انتقال میدهد (فرض بر عدد 28 است، (PV) = %28 Process Value).
- ورودی: عددی است که در سطح کنترل (برای مثال PLC) توسط کاربر تعریف شده و عدد سطح باید در محدوده تعریف شده قرار داشته باشد (برای مثال سطح مطلوب 25% باشد، Set Value (SV) = 25).
- کنترلر: سیستم پردازشگری است که مقایسه سطح مخزن با مقدار SV را بررسی و درصد باز شدگی را بر روی شیر تنظیم میکند.

- پروسه: در این جا به مجموعه الکتروپمپ، شیر کنترل و تانک (مخزن) اطلاق میشود که ضمن روشن بودن پمپ، شیر میبایست به دلیل ارتفاع بالاتر از حد مطلوب بسته شود تا 3- درصد ارتفاع را جبران کند.
- خروجی (کمیت کنترل شده): سطح سیال در داخل مخزن که میبایست در ارتفاعی ثابت باقی بماند. نتیجه، عملکرد سطح سیال در داخل مخزن است که در این مثال، بازخورد منفی به وضوح دیده میشود یعنی با افزایش سطح از سطح مطلوب، دبی ورودی باید کاهش یابد و با کاهش سطح از سطح مطلوب دبی باید افزایش پیدا کند. به این معنا که دو کمیت در نقطه تعادل، خلاف جهت یکدیگر عمل میکنند.
در ادامه بعضی از مفاهیم مورد استفاده شرح داده میشوند:
- متغیر محاسبه شده از کنترلر (Manipulated Value) که با MV یا U نمایش داده میشود و در این مقاله، هدف نهایی محاسبات است.
- متغیر فرایند (Process Value) که با PV نمایش داده میشود در سیستم کنترل، هدف، تنظیم و کنترل مقدار آن است.
- نقطه تنظیم یا مقدار مطلوب (Set Value) که با SV نمایش داده میشود و در حلقه کنترل کاربرد دارد.
1. علامت ها در بهره فرایندی
ایده اصلی کنترل حلقه بسته، تغییر رفتار یک سیستم دینامیک از طریق بازخورد خروجی است. برای بازخورد در سیستمهای دینامیک، علامت از اهمیت اولیه و اساسی برخوردار است. بازخورد مثبت منجر به رفتار ناپایدار -به طور تصاعدی در حال رشد- میشود. حلقههای کنترل باید همیشه به گونهای بسته شوند که بازخورد، منفی باشد.
در مثال مطرح شده، اگر e = +3 بوده و به کنترلر اعلام شود، سبب افزایش دبی و سطح شده که در نهایت منجر به ناپایدار شدن سطح میشود. در عمل به این معنی است که باید علامت کنترل کننده، خلاف علامت بهره فرایند انتخاب شود. به طور معمول در تنظیمات استاندارد کنترلرها بهره فرایند، مثبت فرض شده تا مقدار واقعی متغیر کنترل شده منفی شود. یعنی:
علامت فرایند (+) × علامت کنترلی (-) = (-)
که این علامت منفی در حلقه کنترل اعمال میشود.
به عنوان مثال، در یک کنترل کننده دما که به آبگرمکن برقی متصل است، همانطور که میدانید قدرت گرمایش بالاتر، موجب افزایش دمای آب میشود (متغیر کنترل شده). حال دما بالاتر از مقدار تعیین شده قرار دارد در اینجا با در نظر گرفتن علامت منفی در مقدار واقعی در کنترل کننده، بازخورد حلقه کنترل منفی میشود. سیستم نیز سبب کاهش قدرت گرمایش و جلوگیری از افزایش دمای آب بیش از مقدار تعیین شده میگردد.
حال اگر همین کنترل کننده به یک دستگاه سردخانه متصل شود و تغییری در علامت ایجاد نشود، دمای پایین سبب افزایش قدرت دستگاه میشود (چون میخواهد دما را افزایش دهد). در حالی که افزایش قدرت دستگاه سبب کاهش دما خواهد شد. در نتیجه اگر هدف سیستم، خنک کردن باشد با کاهش دمای فرایند به افزایش ظرفیت در دستگاه ادامه میدهد. اگر کنترلر در تنظیمات کارخانه خود باقی بماند، حلقه کنترل ناپایدار خواهد بود و دما به پایینترین میزان خود خواهد رسید .در چنین مواردی، باید به طور فعال، علامت کنترل تغییر داده شود.
به طور معمول نشانه افزایش فرایند با چند ملاحظه فیزیکی به راحتی قابل تشخیص است. با این حال، روش آزمون و خطا پیشنهاد میشود: در نظر بگیرید که کنترل کنندهای با مولفه P و با کم فعال، روشن است. ابتدا باید بررسی شود که آیا متغیر محاسبه شده در جهت صحیح کار می کند؟ اگر این طور نباشد باید علامت کنترل کننده تغییر داده شود.
متغیرهای کنترل
نمایشهای ریاضی گوناگونی برای کنترل PID وجود دارد که همه آنها معادل هستند. اما به تعاریف متفاوتی از متغیرهای PID منجر میشوند. این مهم است که هنگام تنظیم متغیرها، روش تعریف آنها در کنترلری خاص به طور کامل درک شده باشد.
شکل اصلی یک کنترلر PID را میتوان با معادله دیفرانسیل زیر توصیف کرد:
متغیر محاسباتی u از مجموع مولفههای p ،i و d محاسبه میشود. جایی که e خطای کنترل را توصیف میکند، یعنی تفاوت بین نقطه تنظیم و مقدار واقعی متغیر کنترل شده. اجزای جداگانه نیز با متغیرهای مستقل k توصیف میشوند. که به آنها ضرایب PID نیز گفته میشود.
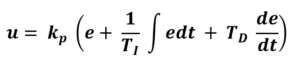
یک فرم توصیف جایگزین رایج، عبارت است از:
که در آن، ![]() و
و ![]() است.
است.
مولفه تناسبی Kp بدون تغییر با بهره تناسب توصیف میشود. اما جزء انتگرال TI با زمان انتگرال تعریف میشود. جزء دیفرانسیل TD نیز با زمان مشتق تعریف میشود. هر دو متغیر تازه معرفی شدهی TD و TI، دارای بعد زمان بوده و از یک ماهیت برخوردار هستند که در کنترل کنندههای صنعتی، در چند ثانیه یا چند دقیقه وارد عمل میشوند. در بسیاری از کنترل کنندههای صنعتی، بهره تناسبی Kp به شکل کمی تغییر یافته و بدون بعد به محدوده تناسبی (یا باند تناسب) وارد میشود. متغیر دیگری که در این بخش بهتر است به آن اشاره شود، XP است که به صورت درصد بیان میشود و به بالاترین دامنه سیگنالهای خروجی و ورودی کنترلر ارجاع میشود.
باند تناسبی، یک متغیر است که بازهای را تنظیم میکند که کنترل در آن بازه، عمل تناسبی را انجام میدهد. وقتی که مقدار فرآیند وارد این باند تناسبی شود، خروجی عمل تناسبی را برای متغیر محاسبه شده بین 0% و 100% محاسبه میکند که متناسب با انحراف بین مقدار تنظیم شده یا مطلوب و مقدار فرآیند است. وقتی که در کنترل، مقدار فرآیند خارج از باند تناسبی باشد، به طور مثال مقدار فرآیند، پایینتر از باند باشد، متغیر محاسبه شده ظرفیت 100% خروجی میشود و وقتی بالاتر از باند باشد، ظرفیت 0% خروجی میشود. یک راه محاسبه باند از فرمول زیر است که در این بخش از توضیح بیشتر در مورد آن صرف نظر میشود:
شکل اصلی یک کنترلر PID را میتوان با معادله دیفرانسیل توصیف کرد. تعریف دقیقی برای روشی که توضیح داده شد، لازم نیست. تنها درک این نکته مهم است که مقادیر کوچک برای XP و TI و به طور کلی منجر به متغیرهای محاسبه شدهای بزرگتر و در نتیجه رفتار کنترلی تهاجمیتری میشود. در حالی که به صورت دقیق برای مقادیر Kp و TD برعکس اتفاق میافتد.
2.تنظیم جزء متناسب خالص (P)
در ابتدا، کنترل کننده به عنوان یک کنترل کننده P خالص عمل میکند، یعنی بخش I و بخش D به طور کامل خاموش میشوند. پس در این مرحله میخواهیم ضریب تناسبی Kp را تنظیم کنیم، پاسخهای مکرری به نقطه تنظیم داده شده و نتایج پاسخ حلقه بسته مشاهده میشود:
![]()
بهتر است فرایند را با بهرهای کم (Kp کوچک) آغاز شود، یعنی کنترل کنندهای به نسبت غیرفعال. میتوان با در نظر گرفتن این که در کدام مرتبه از تغییرات “متغیر محاسبه شده” موجب تغییر در “متغیر کنترل شده” میشود؛ نقطه آغاز مناسبی برای Kp پیدا کرد. سپس کسری از این مقدار گرفته میشود برای مثال 0.01. اگر در کنترلر شما جزء P از طریق باند متناسب، مشخص شده است، مقدار Kp باید بالا انتخاب شود، برای مثال 100.
در مثال عملی، مقادیر زیر موجود بود: SV = 25% و PV. هر مقداری که در مثال، 28% گرفته شده بود حال به صورت تجربی مشاهده میشود. در صورتی که شیر 40% باز باشد و پمپ روشن باشد، ارتفاع سطح که در محدودهی 25% است ثابت مانده و رابطه تناسبی کنترلی زیر به دست میآید:

حال اگر مقدار Kp پایین در نظر گرفته شود (در این مثال Kp = 0.1)، در عمل نیز تغییرات به کندی به سیستم اعمال میشود. یعنی 3 درصد افزایش سطح، سبب باز شدگی 0.3 درصد شیر میگردد و سیستم در مدت زمان طولانی به سمت تعادل پیش میرود و اگر Kp را بزرگ در نظر بگیریم (در این مثال Kp = 10)، سیستم حالت تهاجمی پیدا میکند و امکان نوسانی شدن بالا میرود. یعنی در این مثال به ازای 3% ارتفاع اضافه، شیر 30% اضافه باز میشود. حال با توجه به این مثال و نمودارهای زیر، محاسبه صحیح Kp در فرایندهای گوناگون بررسی میشود.
لازم به ذکر است که تنها با یک کنترل کننده P، همیشه مقداری انحراف از حالت مطلوب وجود دارد (خطای ماندگار). یعنی ما هرگز به طور دقیق به نقطه تنظیم نخواهیم رسید. پاسخ مرحله اول باید چیزی شبیه به نمودار اول باشد. آزمایش پاسخ را با افزایش تدریجی ضریب، یعنی یک کنترل کننده تهاجمی فزاینده تکرار کنید. با این کار، پاسخ حلقه کنترل سریعتر میشود و انحراف کنترل دائمی کاهش مییابد. در برخی موارد، به نقطهای میرسد که حلقه کنترل به وضوح نوسان میکند و حتی با افزایش بیشتر بهره، ناپایدار میشود که مطلوب نیست. یک تنظیم خوب زمانی است که یک اورشوت وجود داشته باشد اما باید به سرعت فروکش کند.
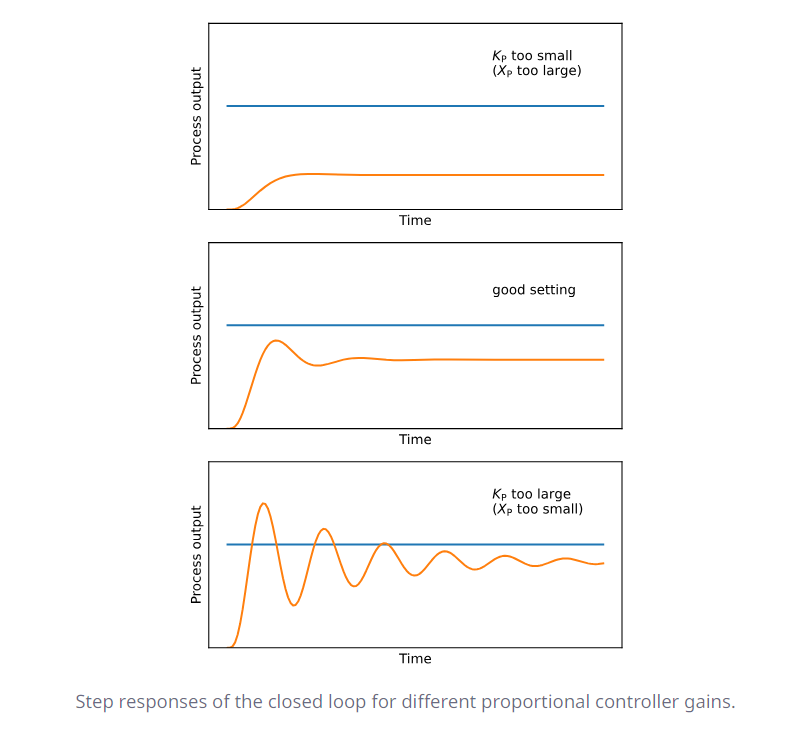
به طور کلی در این حالت، آزادی عمل وجود دارد. میتوان Kp کوچکتر در یک محیط محافظهکارانه قوی و یا برعکس، Kp بزرگتر را انتخاب کرد برای یک کنترل سریع یا تهاجمیتر. به این ترتیب نسبت P انتخاب شده برای تمام مراحل بعدی در نظر گرفته میشود (در تجربه مثال داده شده Kp = 3 مناسب بود و نمودار میانی ترسیم شد).
3. اضافه کردن جزء انتگرال (تنظیم جزء انتگرال)
با تنظیم جزء انتگرال و انتخاب صحیح TI، کنترلر به عنوان یک کنترل کننده PI عمل میکند. جزء انتگرال، پس از پاسخ سریع اولیه مولفه P، تضمین میکند که خطای کنترل باقی مانده در طول زمان جبران میشود.
در ابتدا مقادیر بالا برای زمان انتگرال (TI) انتخاب میشود که مربوط به یک پاسخ تنبل (کند) است. تخمین شهودی ثابت زمانی سیستم کنترل، اطلاعات مفیدی میدهد که به طور تقریب چه مدت طول میکشد تا فرایند پس از تغییر مرحلهای در متغیر محاسبه شده به حالت ثابت بازگردد. پاسخ به این سوال، نقطه شروع مناسبی است.
مشابه تنظیم مولفه P، به طور مداوم TIهای گوناگونی از بزرگ به کوچک را انجام داده شده و پاسخ حلقه بسته بررسی میشود. با این کار، به صورت تدریجی مقدار TI کم میشود تا نتیجه تهاجمی کنترل کننده را افزایش دهد. همین امر در مورد جزء انتگرال نیز صدق میکند: تنظیم بیش از حد تهاجمی منجر به نوسانات ناخواسته یا حتی بیثباتی میشود.
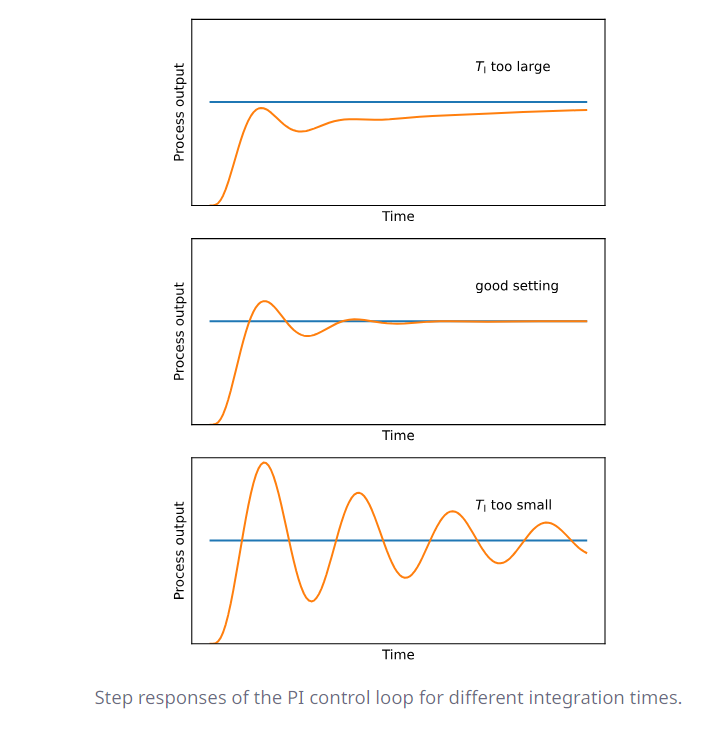
باز هم در این جا یک نکته وجود دارد. زمانهای انتگرال بزرگتر منجر به کنترل کندتر و زمانهای انتگرال کوچکتر به کنترل سریعتر منتهی میشوند. باید TI به گونهای انتخاب شود که نمودار شکل میانی ترسیم شود.
4. اضافه کردن جزء دیفرانسیل (تنظیم جزء دیفرانسیل)
نظر بر این است که برای بسیاری از کاربردهای عملی یک کنترلر PI به خوبی تنظیم شده به طور کامل کافی است. یعنی اگر از عملکرد کنترلر رضایت حاصل شده، میتوان محاسبه TD را حذف کرد. اما اگر همچنان لازم است با افزودن مولفه D به کنترلر سیستم ادامه داده شود، باید به این نکته توجه کرد که زمانی که باید پاسخ به تغییرات سریع باشد و با کنترلر PI این مهم اتفاق نیفتاده، میتوان از مولفه D استفاده کرد.
بررسی بعدی، با یک تنظیم آهسته آغاز میشود، بنابراین یک زمان مشتق کوچک میتواند انتخاب خوبی باشد. به عنوان یک راهنما، میتوان از 0.1 زمان انتگرال مولفه I استفاده شود و تا زمانی که عملکرد حلقه کنترل مطلوب به نظر برسد، این مقدار به تدریج کاهش داده شود.
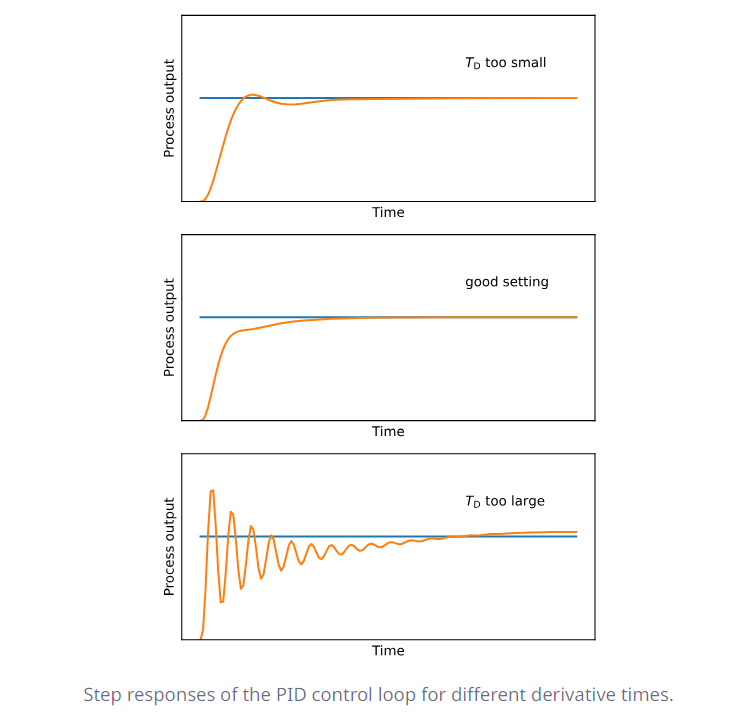
از نظر تئوری، مولفه D همچنان موجب میشود که اجزای P بزرگتر انتخاب شوند بدون این که سیستم شروع به نوسان کند. این بدان معناست که قسمت P اکنون میتواند دوباره با کنترل کنندههای PID فعال، تنظیم شود.
استحکام و غیرخطی بودن
با روشی که در اینجا توضیح داده شد، میتوان یک کنترل کننده PID را در عمل به خوبی تنظیم کرد. با این حال، صرف نظر از روش تنظیم، یک کنترل کننده PID همیشه یک کنترل کننده خطی است که فقط برای یک نقطه عملیاتی در دنیای غیر خطی به خوبی قابل تنظیم است. این به شدت به فرایند –به طور دقیقتر به غیر خطی بودن آن- بستگی دارد که چگونه پارامترهای کنترلی یافت شده در سایر نقاط عملیاتی نیز کار میکنند.
این طور به نظر میرسد که این پدیده برای بسیاری از تجربههای عملی شناخته شده است. کنترل کنندهای که در گذشته خوب کار میکرده، ناگهان شروع به نوسان در یک نقطه عملیاتی متفاوت میکند (به طور مثال، بار جزئی به جای بار کامل).
برای جلوگیری از چنین مشکلاتی، کنترل کننده PID را میتوان از ابتدا با متغیرهای بیشتری تنظیم کرد. به طور کلی، همیشه یک مبادله عملکرد/استقامت وجود دارد. یعنی اگر در مراحل بالا، متغیرها بیشتر به سمت آهسته انتخاب شود، کنترلر کندتر و قویتری به دست میآید که با احتمال بالا در شرایط متغیر عملیاتی کار میکند.
اگر میخواهید به طور کامل غیرخطیهای فرایند و کنترلهای طراحی را که تا حد امکان کارامد هستند را درک کنید، نمیتوانید از تحلیل دقیق دینامیک فرایند اجتناب کنید. یک ابزار قدرتمند برای این کار، شبیهسازی سیستم با زبان مدلسازی Modelica است. این سیستم را میتوان از اینترنت جستوجو کرد و از اجزای جداگانه و کتابخانههای موجود، ساختار داد و از طریق آزمایشهای مجازی، مهمترین اثرات و تعاملات فیزیکی را به طور خاص بررسی و درک کرد.
استفاده از کنترلرهای PID در اتوماسیون صنعتی
دلایل زیادی برای استقاده از کنترلرهای PID در اتوماسیون صنعتی وجود دارد که در ادامه برخی از این دلایل را شرح میدهیم:
- سادگی و کارایی: ساختار ساده و در عین حال کارآمد PID، آن را به ابزاری محبوب برای کنترل فرآیندهای مختلف تبدیل کرده است.
- انعطافپذیری بالا: کنترلرهای PID قابلیت تنظیم پارامترهای مختلف (Kp، Ki، Kd) را دارند که این امر به آنها اجازه میدهد تا برای طیف گستردهای از سیستمها با مشخصات متفاوت به کار روند.
- پایداری سیستم: با تنظیم مناسب پارامترهای PID، میتوان به پایداری سیستم و کاهش نوسانات خروجی دست یافت.
- کاهش خطا: کنترلرهای PID با ترکیب سه عملگر خود، توانایی کاهش خطای سیستم و رساندن خروجی به مقدار مطلوب را دارند.
- قابلیت اطمینان بالا: کنترلرهای PID به دلیل ساختار ساده و قابل اعتماد خود، در محیطهای صنعتی با شرایط سخت نیز به خوبی عمل میکنند. از این رو در اتوماسیون صنعتی بسیار مورد استفاده میباشد.
- هزینه مناسب: نسبت به سایر روشهای کنترل پیچیدهتر، هزینه پیادهسازی کنترلرهای PID معمولاً کمتر است.
از کاربردهای کنترلرهای PID در اتوماسیون صنعتی میتوان برای کنترل دما برای کوره ها، کنترل سرعت برای پمپها، نوار نقاله و غیره، کنترل سطح در مخازن و سیلوها و کنترل جریان در سیستم لوله کشی نام برد.
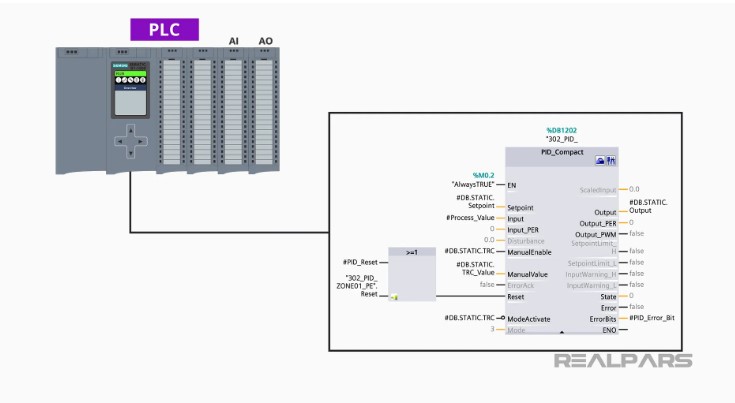
پیادهسازی کنترل PID در برنامه نویسی PLC
بیایید به پیچیدگیهای پیادهسازی کنترل PID در برنامههای PLC بپردازیم، فرآیندی که نیازمند برنامهریزی و اجرای دقیق است. در ابتدا، مهندسان باید پارامترهای سیستم را تعریف کنند. این شامل تعیین مقادیر تنظیم شده دلخواه، تعیین ثابتهای تنظیم مناسب و ایجاد مکانیزمهای بازخورد برای نظارت بر عملکرد سیستم است. این را به عنوان ترسیم نقشه برای یک پروژه موفق تصور کنید، جایی که هر جنبهای با دقت برنامهریزی و حسابرسی میشود.
پس از تعیین این پارامترها، زمان آن است که آنها را به کدی ترجمه کنید که بتوان آن را در محیط PLC اجرا کرد. این مرحله نیازمند درک عمیق از زبانهای برنامهنویسی PLC و سختافزار PLC، و همچنین توجه دقیق به جزئیات است. این مانند مونتاژ قطعات یک پازل است، اطمینان از اینکه هر جزء به طور کامل با هم ترکیب شود تا نتیجه دلخواه حاصل شود.
در حالی که این فرآیند ممکن است زمانبر باشد، پاداشها ارزش تلاش را دارند. یک سیستم کنترل PID به درستی پیادهسازی شده میتواند فرآیندها را بهینه کند، بهرهوری را بهبود بخشد و عملکرد کلی را افزایش دهد. بنابراین، برای مهندسان که در این مسیر گام برمیدارند، به یاد داشته باشید که توجه به جزئیات و برنامهریزی دقیق، کلید موفقیت در پیادهسازی کنترل PID در برنامههای PLC است.
اکثر کنترلکنندههای PID مدرن بخشی از یک PLC یا DCS هستند و در منطق کنترل برنامه با استفاده از دستورات بلوک هنگام برنامه نویسی PLC ایجاد میشوند.
سخن پایانی
در این مقاله آموختیم که کنترلر PID یکی از الگوریتمهای کنترل بازخوردی است که در صنایع مختلف برای کنترل دقیق و پایدار پروسهها استفاده میشود. یک کنترل کننده PID شامل سه عملگر تناسبی، انتگرالی و مشتقی می باشد. کنترلر PID دارای ساختار ساده ای است و به راحتی قابل پیادهسازی در سیستمهای مختلف است. همچنین کنترلر PID در برابر نویز و تغییرات پارامترهای سیستم نسبتاً مقاوم است. امکان پیاده سازی کنترل کننده PID در سیستم های PLC و DCS وجود دارد. شرکت نیکسا (مجری پروژه های اتوماسیون صنعتی) با سابقه طولانی در اجرای پروژه های برنامه نویسی به کمک PID کنترلر آماده ارائه خدمات میباشد. با ما تماس بگیرید.
5 پاسخ
چه عواملی مانند زمان تاخیر، نوسانات و دینامیک های سیستم بر تنظیمات PID تاثیر می گذارند؟
سلام … برای پیاده سازی کنترلر PID بهتره از کدوم زبان برنامه نویسی استفاده کنیم؟
سلام وقت بخیر
از هر کدام از زبانهای PLC برای پیاده سازی کنترلر PID میتوانید استفاده کنید ولی زبان ST برای نوشتن PID دقیق و قابل انعطاف بهتر است.
سلام از چه پلتفرمی برای پیاده سازی کنترلر PID استفاده کرد؟
سلام مهندس معصومی
راستش پلتفرم های زیادی برا پیاده سازی کنترلرهای PID وجود داره ولی چون فعالیت شرکت نیکسا در حوزه برنامه نویسی پی ال سی هست من PLC شرکت زیمنس را پیشنهاد میکنم.